
Бесплатный фрагмент - Нормирование сегодня
За время своей трудовой деятельности я успела поработать инженером-технологом, инженером по нормированию труда, экономистом по планированию.
Сегодня я опять работаю инженером по нормированию или, проще говоря, — нормировщиком. Все знания и навыки, полученные в разных должностях, мне пригодились.
О том, что знаю о нормировании, и о том, что смогла привнести в него нового, охотно поделюсь на этих страницах.
В первую очередь рекомендую свою книгу читателям с техническим образованием — не обязательно высшим. Расценивайте мою книгу как курсы по нормированию труда. Здесь вы найдёте не только теорию, но и практические примеры и задания. Я сделала всё, чтобы, дойдя до последних страниц, вы с уверенностью могли рассматривать вакансию нормировщика при будущем трудоустройстве — она сегодня востребована.
Вступление
«Дурной пример»
Разговор о нормировании труда начну издалека — из поезда Санкт-Петербург-Москва, где я впервые увидела журнал с этой статьёй. Боюсь приводить здесь её название — слишком серьёзно оно звучит. В статье была обрисована катастрофическая ситуация с повышением производительности труда в нашей стране. Оказывается, последние 20 лет она практически не повышалась. Вообще-то, я думала, что этот срок больше. Пытались разобраться в причинах, в том, почему, например, в странах Восточной Азии это удаётся, а у нас — нет. Там другой менталитет — сильны традиции коллективного мышления: почитание начальника, преданность своему предприятию. Про Запад не говорилось, но там, я думаю, за внедрение каждого рацпредложения очень хорошо платят и быстро его внедряют — чтобы заплаченные деньги отработать. А у нас ничего не получается. Из-за менталитета, из-за того отсутствия денежной стимуляции,.. «и др.».
«Когда рабочий приходит на работу, то он сознательно стремится работать так мало, как только может, делая не более одной трети или половины надлежащей дневной выработки». Это цитата Ф. Тейлора, основателя научного управления. Приводится в журнале. Жутковато, но возразить нечего.
Дальше выясняется, что статья, всё-таки, не делового характера, а рекламного. Фирма по повышению производительности труда предлагает свои услуги. Она знает, как это сделать.
Думаю, действительно знает. И тут я поймала себя на мысли: я тоже знаю, как повысить производительность труда. Причём, довольно простым способом: правильно рассчитать трудоёмкость.
Поясню на примере. В некой организации занимались производством определённых деталей. Каждому рабочему за 1 сделанную деталь платили 2000 рублей. Рабочие были довольны, но производство гибло. Директор пытался разобраться в причинах. Однажды, проходя по цеху, он заметил, что рабочие «прохлаждаются». Он стал появляться в цехе чаще, и каждый раз наблюдал одну и ту же картину. Решил разобраться. Нанял опытного нормировщика. В результате стоимость работы за 1 изделие снизилась с 2000 до 200 рублей. Как возмущались рабочие! Но, вы знаете — ни один не ушёл! И в зарплате не потерял — даже прибавил. Просто рабочие начали работать…
Об этом случае я узнала с чужих слов. А вот в том, что трудоёмкость изделий бывает завышена в десятки раз, убедилась лично. Покажу на конкретном примере.
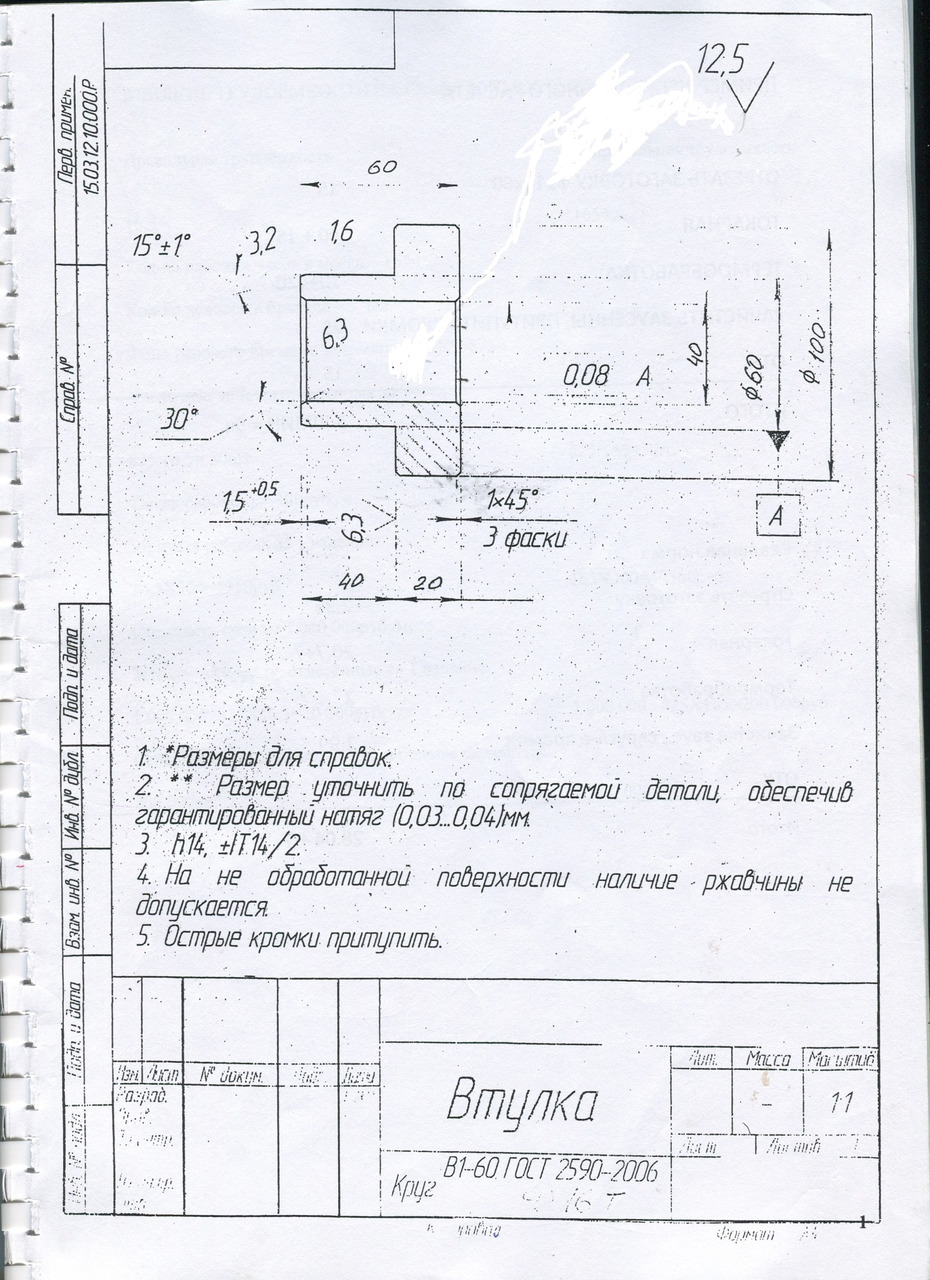
Посмотрите на чертёж втулки на странице 6. Я приведу вам нормы, которые были, и те, которые получаются в результате реального нормирования.
Сначала «неправильные нормы» по операциям.
Нормирование производилось «по опыту» очень опытным технологом, который дружил с мастером, бригада которого выполняла эту работу.
Пройдёмся по пунктам, что откуда взялось.
Для токарного станка 15 минут резать круг диаметром 100 мм. — явный перебор. Тот, кто знаком с токарным делом, заметит сразу.
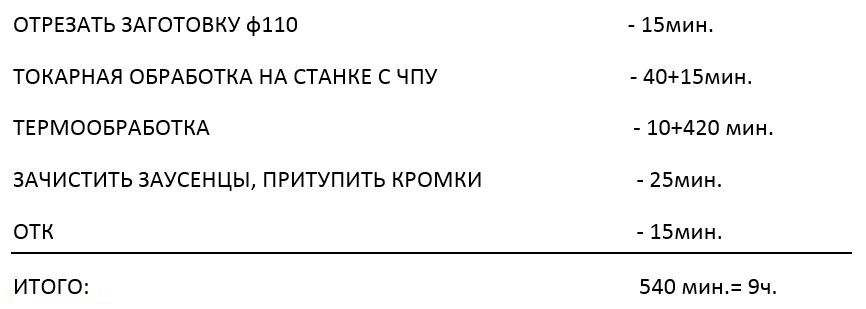
Но это ещё «цветочки». На токарном станке с программным управлением такая втулочка точится 40 минут! Откуда взялась такая норма?! Нормы для станков с ЧПУ давал программист. Но он-то откуда их взял? Оказывается, что в эту норму он включил время работы по составлению программы — своей работы.
Я не буду спрашивать, правильно ли это, я спрошу: почему это неправильно?
Программист работает повремённо — на окладе. Следовательно, за составление этой программы он своё получил. То, что он включил свою работу в трудоёмкость изготовления изделия, он просто подарил время рабочему. Насколько тем самым была завышена трудоёмкость для рабочего — увидим ниже.
Откуда взялись «+15», если не всем понятно. У любой работы есть подготовительно-заключительное время (ПЗВ). Об этом мы ещё будем говорить. Это время на раскладку инструмента, получение задания, изучение чертежа, включения-выключения станка и т.п.. Это те работы, которые делаются один раз для того, чтобы потом сделать партию деталей. Чтобы учесть ПЗВ в трудоёмкости одного изделия, надо время, затраченное на неё, разделить на количество деталей в партии. Здесь подготовительно-заключительное время вполне реально, но только в итоге, как мы видим, оно просто прибавляется к трудоёмкости каждой детали.
Продолжаем «раскручиваться». В чём состоит термообработка? Она состоит в том, что рабочий должен положить деталь в печь, включить её и оставить там на заданное количество часов. Потом вытащить. То время, которое изделие находится в печи, он свободно может заниматься другой работой, находясь поблизости. Если вы откроете норматив на термообработку, вы там сразу прочтёте, что даётся время только на загрузку и выгрузку печи. Если включать это время в трудоёмкость изделия — представляете, насколько это её увеличивает?
Зачистка заусениц. Они остаются после обработки. Удаляются очень легко — напильником. Можно это делать и на станке. Похоже на подпиливание ногтей. Только «ногти» потвёрже, но и пилка, соответственно, помощнее. Эту аналогию я привожу для женщин, чтобы было понятно: 25 минут на такой «маникюр» — это тоже перебор.
В итоге у нас получается 9 часов на одну втулку. Тут даже в токарных делах разбираться не обязательно — нужно просто остановиться и задуматься: одна маленькая втулочка — 9 часов! Только цифры эти запрятаны где-то в глубине универсальных программ, которые сами считают сметы, ведут бухучёт и делают вообще всё. Мы видим только результаты. Мы видим огромные «длинные» базы данных обо всей нашей продукции, и нет у нас возможности рассматривать каждую цифру. Разве что случайно кто-нибудь заметит…
Теперь я приведу реальные нормы. Сравните сами.
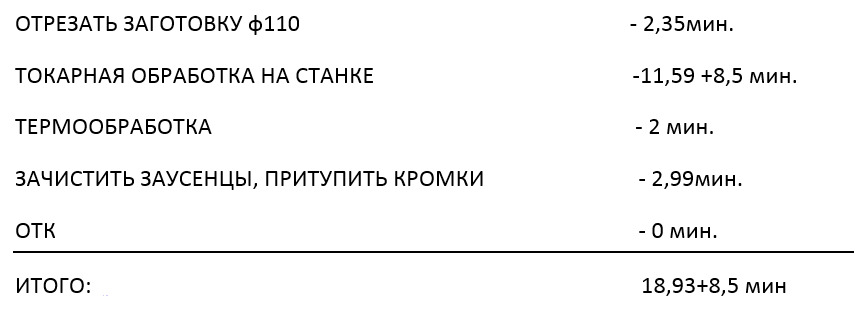
Прокомментирую данные. Обратите внимание, что норма на токарную операцию дана не для станка с ЧПУ, а для обычного токарно-винторезного. Кстати, эту работу мы с вами отнормирруем сами, попозже.
На термообработку приведено только время на установку и выгрузку печи.
Время на контроль — ОТК — равно нулю. Оно даётся только в том случае, если рабочий помогает контролёру. Например, для сдачи ОТК гидравлических испытаний рабочий должен подключить подачу воды, поднять давление. Это отдельная работа. Сам рабочий периодически делает замеры, но это происходит во время работы станка, когда рабочий просто наблюдает.
Обратите внимание также, что подготовительно-заключительное время так и осталось отдельно. Окончательная норма — штучное время, — будет посчитано, когда мы узнаем количество деталей в партии.
Допустим, мы изготавливаем только 1 деталь. Тогда реальная трудоёмкость составит 18,93+8,5=27,43 минуты, а «нереальная» — 540 минут.
540/27,43=19,69
Во столько раз была завышена трудоёмкость.
Глава I — Азы
Нормировщик-экономист, и наоборот
О том, что нормировщик должен быть и технологом — эта мысль красной нитью проходит через всю мою книгу. Даже если вы этого не заметите. Как сказал один начальник цеха, нужна такая должность, как технолог-нормировщик. Согласна с небольшой поправкой: нормировщик-технолог. То есть, пусть но называется, как хочет, только сначала побудет нормировщиком, а потом технологом. Почему? Нормировщику без знания технологии — никуда, а если технолога заставить нормировать, он будет делать это поверхностно: ведь главная его работа — технолог.
Ну, а тому, что нормировщик должен быть экономистом, я, так уж и быть, посвящу только эту главу… Думаю, хватит.
Почему я говорю, что нормировщик должен быть немножечко экономистом?
Задача нормировщика — не только нормировать, но и снижать трудоёмкость. Чтобы нормировщик хотел её снижать, он должен понимать, почему это «хорошо» и для чего нужно.
Нужно это для того, чтобы снизить себестоимость продукции. Вот видите — мы включили в наш лексикон термин «себестоимость». Значит, уже причастны к работе экономистов.
Всем и так понятно: чем больше трудоёмкость — тем выше себестоимость. Но чтобы было ещё понятнее, давайте заглянем в смету.
Мы посчитали трудоёмкость. Умножили на тариф (стоимость 1 часа трудоёмкости). Получили стоимость работы. Эту сумму мы заплатим рабочим и включим в смету. И всё?
К сожалению, нет. Кроме стоимости работы и материалов у нас ещё воз и малая тележка ежемесячных расходов. Например, инженерно-технические работники, к которым относятся и нормировщики, получают ежемесячные оклады. Ежемесячно предприятие платит за аренду, за электричество, другим категориям рабочих, которые работают повремённо. Как все эти расходы учесть в себестоимости каждого изделия?
Допустим, за аренду помещения предприятие платит 1 650 000 рублей в месяц.
На предприятии работает 100 человек рабочих-сдельщиков.
В рабочем месяце в таком-то году в среднем 165 часов.
Значит, все вместе эти рабочие должны отработать
165*100=16500 часов
Это называется фонд рабочего времени.
Для чего нам нужна эта информация?
Она говорит о том, что суммарная трудоёмкость всех изделий, которую изготовят работники за месяц, должна составлять 16500 часов. Например, предприятие выпускает одно-единственное изделие, трудоёмкость которого составляет 16,5 часов. Это значит, что за месяц рабочие должны выпустить таких изделий
16500/16,5=1000 штук
Это их месячный план.
Вернёмся к арендной плате. Разделим арендную плату на фонд рабочего времени:
1 650 000:16500 = 100руб./час.
Как бы вы назвали то, что мы получили?
Я бы назвала это стоимостью одного часа аренды для предприятия при условии, что наши рабочие отработают в месяц 16500 часов.
Ещё раз обращу внимание, что суммарная трудоёмкость произведённых изделий тоже составляет 16500 часов.
Если трудоёмкость одного изделия составляет 16,5 часов, то какую долю арендной платы мы должны отнести на это изделие? Мы должны отнести
16,5*100=1650 рублей.
Запутались? Отключились?
Тогда давайте отвлечёмся и решим задачку по арифметике.
В цистерне 16500 литров чудодейственной воды. 1 литр чудодейственной воды стоит 100 рублей. Садовник для поливки своего огорода купил 16,5 литров этой воды.
Сколько заплатил садовник?
Надеюсь, с этой задачкой вы справились.
Теперь осталось заменить сумму, заплаченную садовником, трудоёмкость одного изделия, цистерну 16500 литров на фонд рабочего времени, стоимость 1 литра чудодейственной воды на стоимость 1 часа аренды.
Возьмите ручку и перепишите условия этой задачи на новые термины. Прочтите внимательно. Что получилось?
Думаю, это помогло нам разобраться.
…А теперь быстро ответьте на вопрос: если трудоёмкость изделия составляет 3 часа, сколько рублей арендной платы мы должны в него отнести?
Правильный ответ — 300 рублей.
Если не совпало или не смогли ответить на вопрос… читайте дальше. Думаю, потом вы сами вернётесь к этой главе, и всё поймёте.
Таким же образом относятся на изделие остальные ежемесячные платежи и некоторые затраты. То есть, если вы в разы, а то и в десятки раз завысили трудоёмкость, то вы в разы и в десятки раз увеличили расходы по всем этим статьям.
Если изделие крупное, сложное — например, корабль, то большую долю стоимости в смете забирают материалы и покупные изделия. Если изделие небольшое, простое, то там вообще стоимость работы лидирует. Завышенная себестоимость ведёт к завышенной цене. Завышенная цена делает изделие неконкурентоспособным. Нет сбыта — нет дохода. Предприятие разваливается. Предприятие развалится — рабочий останется без работы. Так кому же мы делаем доброе дело, завышая трудоёмкость?
Хочу только обратить внимание, что доля арендной платы в изделии «завязана» именно на трудоёмкость, а не на стоимость работы — на часы, а не на деньги.
Также обращаю внимание руководителей, которые категорически не хотят повышать тарифы. Если мы повышаем тариф, мы увеличиваем только одну статью в смете — стоимость работы. Если у нас завышена трудоёмкость, это приводит к увеличению стоимости по очень многим статьям. Надеюсь, я сумела это показать.
Мастера обещают рабочим определённый заработок, и будут стараться любым способом его обеспечить. Если тариф низкий, неминуемо будет завышаться трудоёмкость.
Так что, это неправда, что зловредный нормировщик думает только о том, как бы рабочий поменьше получил. Он думает (или должен думать) о рентабельности предприятия, которая обеспечивает рабочие места. Ещё раз подчеркну: высокая зарплата должна обеспечиваться высокими тарифами, а не раздутой трудоёмкостью.
В одном из извечных споров производства с нормировщиком по поводу трудоёмкости, когда уже разговор перешел на повышенные тона, мне была брошена ядовитая реплика: «Я не знаю, какую цель вы преследуете, срезая нормы…». Имелось в виду, что никакой цели, кроме зловредности тут быть не может. Я растерялась и не смогла сразу парировать этот вопрос.
«Умная мысля приходит опосля». Теперь я знаю, как надо было ответить: «Моя цель — дать рабочему трудоёмкости чем больше, тем лучше. Пусть сметы зашкаливают, пусть предприятие „летит в трубу“, лишь бы у каждого отдельно взятого рабочего не было проблем. Сегодня. Потому что если сегодня есть проблемы у предприятия, то завтра они будут у рабочего».
Эту цитату я привожу на тот случай, если вам будет задан подобный вопрос, что не так уж маловероятно.
Не только нормировщик должен такие вещи понимать. Хотелось бы, чтобы это понимали и технологи. Мне приходилось сталкиваться с тем, что описывая технологический процесс, технологи иногда думают, как бы написать так, чтобы рабочий побольше получил…
Однажды участница семинара — технолог, рассказала мне свою историю. Продукция получается дорогостоящей. Директор дал указание разобраться. Трудоёмкость давал экономист, и она почему-то не подвергалась сомнению. Виновного нашли: технолог. Это он не может организовать технологический процесс так, чтобы снизить затраты. Имейте это в виду, технологи!..
К сожалению, за снижение трудоёмкости на предприятии борются только два человека или два отдела: директор и нормировщик или администрация и отдел труда. Остальные — «сочувствующие». Иногда и нормировщики — тоже сочувствующие. Сама такой была. Правда, это было ещё в застойные времена, когда предприятия не знали, что такое банкротство и безработица.
Необходимость снижения трудоёмкости должны понимать также и экономисты, которые тоже относят себя к категории сочувствующих. Почему-то экономисты не рассматривают трудоёмкость как источник снижения себестоимости. Вернее, рассматривают, но совсем не в том ракурсе. Например, узнали про подготовительно-заключительное время и предлагают директору: давайте запускать не одно, а сразу пять изделий — смотрите, какую экономию мы получим! Директор не слушает, потому что знает: у предприятия нет таких денег, чтобы запустить пять изделий одновременно.
Слышала, что сметы считают по-разному, в том числе и самым примитивным образом. Есть предприятия, где трудоёмкость вообще не фигурирует — только стоимость работы. Экономисты говорят, что реальная себестоимость со сметой не совпадает никогда. Зачем тогда скурпулёзно всё высчитывать? Кто-то регулярно наводит дома порядок, а кому-то это совсем не нужно. Однако, те, кто наводит порядок, живут, всё-таки, лучше…
Азы или показатель эрудиции?
Третий год я читаю семинары по нормированию труда. Поначалу меня только слушали. Такой неновый предмет, как нормирование труда, был настолько загроблен, что о нём никто ничего не знал. Сегодня уже картина меняется. Нормировщики есть на многих предприятиях, некоторые нормируют по нормативам. Поэтому, когда я начинаю рассказывать, мне часто подсказывают, задают вопросы и даже дополняют мои знания. Из этого у меня возникла идея некоторые разделы нормирования строить в виде вопросов. Я задаю вопрос, а участники пытаются на него ответить. Потом тему развиваем.
По такому же принципу я решила строить и свою книгу. Поэтому, дорогие читатели, у меня к вам просьба: если прочли вопрос, то прежде, чем читать дальше, попробуйте сначала сами на него ответить. Так ведь будет интереснее, не правда ли?
Вот первый вопрос.
Что такое трудоёмкость?
Попробуйте объяснить своими словами!
Я бы объяснила так: трудоёмкость изделия, работы — это время, затрачиваемое на труд при изготовлении изделия, выполнения работы.
Трудоёмкость и время изготовления — это одно и то же или нет?
Эти понятия действительно часто путают, даже чисто машинально. Нет, это не одно и то же. Время изготовления включает в себя весь период времени от начала работы до полной готовности изделия. Сюда включается не только работа. Трудоёмкость — это только время, затрачиваемое на работу, исключая все перерывы. Помните термообработку? Время нахождения детали в печи в трудоёмкость не включается, а во время изготовления — включается. Покрасили изделия — краске надо дать высохнуть, а потом работать дальше; склеили стул — клей должен затвердеть. И так далее.
В чём измеряется трудоёмкость?
На этот вопрос все отвечают дружно и быстро: «В нормо-часах!»
А как пишется?
Такой же дружный ответ: н/час.
Каждая единица измерения имеет свою расшифровку. Например, если скорость ветра составляет 5 м\сек, это означает, что каждую секунду ветер пролетает 5 метров.
Расшифруйте мне, что означает н/час?
Тишина.
Если мы разделим норму на часы — что получим?
А если мы умножим норму на часы — что получим?
В обоих случаях — ничего.
Весьма распространённая ошибка. Нормо-часы — это просто название разновидности времени, которое выражается в часах и используется для определения трудоёмкости. Нормы на часы не умножаются и не делятся.
«Не нормировщики», рассуждая о трудоёмкости, любят щеголять термином «нормо-часы». Им кажется, что они, тем самым, демонстрируют свою компетентность в вопросах трудоёмкости. И писать любят: н/час.
В нормативах время приводится не только в часах, но и в минутах. Выражение «нормо-минуты» не принято. Может быть, поэтому нормировщики забыли про нормо-часы, и употребляют просто часы, когда говорят о трудоёмкости.
Да забудьте вы про эти нормо-часы, дабы не путаться! Только в самых старых нормативах я встречала «нормо-часы». Сокращённо это пишется так: н-ч. Их давно уже заменили на часы. Официально их никто не отменял, но зачем нужна лишняя путаница?
Есть ещё человеко-часы. Это количество времени, затраченное на труд, выполняемый определённым количеством рабочих. И пишется — ч-ч или чч, а не ч\ч или ч\час. Если работу выполняет не один, а несколько человек, то это уже заложено в трудоёмкости. Рекомендуется «употреблять» в том случае, если для нас имеет значение, сколько человек выполняет работу.
В любом случае трудоёмкость — первична, а количество исполнителей — вторично. По этой причине нормировщики также предпочитают «выражаться» в часах.
Что такое норма времени?
Я бы сказала, что норма времени — это время, затраченное на выполнение единицы работы — на одну деталь, одно изделие, одну операцию…
Трудоёмкость и норма времени — это одно и то же?
Вместо ответа вот вам задачка. Два человека изготовили изделие за 1 час. Чему будет равно трудоёмкость и чему будет равна норма времени?
Для чего нам нужна трудоёмкость? В первую очередь для того, чтобы заплатить рабочему. Если рабочих было двое, и оба они отработали по часу, то мы ведь должны заплатить каждому. Поэтому в данном случае трудоёмкость составит 2 часа, а норма времени — 1 час.
Может ли норма времени быть больше, чем трудоёмкость? А меньше?
Не ломайте голову! Пока — рано. Этот вопрос мы обсудим в главе «Методические указания».
А что такое нормирование?
Нормирование — это работа по определению трудоёмкости.
Так думаю я. Но в ГОСТе дано не совсем такое определение: нормирование — это «…установление меры затрат труда на изготовление единицы продукции или выработки продукции в единицу времени, выполнение заданного объёма работ или обслуживание средств производства в определённых организационно-технических условиях».
А норма времени по ГОСТу — это «регламентированное время выполнения некоторого объёма работ в определённых производственных условиях одним или несколькими исполнителями соответствующей квалификации».
Кстати, о ГОСТах. Я здесь ссылаюсь на ГОСТ19605—74 и на ГОСТ 3.1109—82. Советую их посмотреть, особенно — последний. Здесь вы найдёте другие определения, которые могут быть полезны.
Виды времени
Официальные сведения о том, какие виды времени используются в нормировании, мы узнаем из того же ГОСТ 3.1109—82. Сначала приведу дословно то, что там написано.
Подготовительно-заключительное время — интервал времени, затрачиваемый на подготовку исполнителя или исполнителей и средств технологического оснащения к выполнению технологической операции и приведению последних в порядок после окончания смены и (или) выполнения этой операции для партии предметов труда.
Штучное время — интервал времени, равный отношению цикла технологической операции к числу одновременно изготовляемых или ремонтируемых изделий или равный календарному времени сборочной операции.
Основное время — часть штучного времени, затрачиваемая на изменение и (или) последующее определение состояния предмета труда.
Вспомогательное время — часть штучного времени, затрачиваемая на выполнение приёмов, необходимых для обеспечения изменения и последующего определения состояния предмета труда.
Оперативное время — часть штучного времени, равная сумме основного и вспомогательного времени.
Время обслуживания рабочего места — часть штучного времени, затрачиваемая исполнителем на поддержание средств технологического оснащения в работоспособном состоянии и уход за ними и рабочим местом.
Время на личные потребности — часть штучного времени, затрачиваемая человеком на личные потребности и, при утомительных работах, на дополнительный отдых.
Если вам непонятно, что такое предмет труда, средства технологического оснащения, цикл технологической операции, вы можете найти их определения в этом же ГОСТе. Там даются определения и других полезных понятий, о смысле которых мы догадываемся, но не всегда точно их выражаем. Например, что такое технологическая оснастка, приспособление, инструмент (эти понятия мы иногда путаем), материал, основной и вспомогательный материал, полуфабрикат, заготовка, отливка, поковка — и многое другое.
Что касается видов времени, всё же поговорим о них более доступным языком.
Определения из ГОСТа я приводила в том порядке, в каком они там перечислены. Но если рассказывать своими словами, то я бы расположила виды времени в порядке их важности для нормировщика.
Основное время То. Иногда его называют операционным временем (не путать с оперативным!) или для станочных работ — машинным временем. Это то, что является основой для хронометража, для определения нормы времени. Что оно означает — понятно из определения: время операции, комплекса операций, изготовления детали или изделия.
Вспомогательное время Твсп — дополнительное время на работы, без которых невозможно выполнение операции. Для станочных работ это, например, установка детали, её переустановка в процессе обработки, установка и замена необходимой оснастки или инструмента.
Подготовительно-заключительное время (ПЗВ) — это может быть время на включение-выключение станка, настройку станка (если это станочные работы), на комплектацию и подготовку оснастки, инструмента, перемещение рабочего с грузом/без груза, перемещение груза. Казалось бы, работы ПЗВ похожи на вспомогательные. Принципиальное отличие ПЗВ и Твсп в том, что вспомогательные работы — это работы, необходимые для каждого предмета труда, а ПЗВ — работы, которые делаются один раз для всей партии изготавливаемых деталей (операций).
Время на обслуживание рабочего места Тобс. Ещё его называют временем на уборку и обслуживание рабочего места. Что оно собой представляет — понятно из определения. Особенность этого времени в том, что оно не определяется каждый раз хронометражным путём, а всегда добавляется как процент от основного времени. Если непонятно, почему, это мы выясним, когда будем говорить о хронометражах.
Время на личные надобности (Тл) — тут тоже всё понятно. Единственное, что нужно уточнить, что обеденное время сюда не относится и вообще в норму времени и в продолжительность рабочей смены не включается. Оно также считается как процент от основного времени.
Оперативное время Топ (не путать с операционным!) можно записать формулой:
Топ=То+Твсп
Штучное время (Тшт). Его тоже проще выразить формулой:
Тшт = Топ+Тобс+Тл=То+Твсп+Тобс+Тл
Иными словами, сумма всех перечисленных видов времени, кроме ПЗВ.
Штучно-калькуляционное время Тшк в ГОСТе не значится. Его назначение понятно из названия — время на 1 изделие (штуку), необходимое для расчёта калькуляций. Выражается формулой:
Тшк=ПЗВ/n+Тшт,
Где n — количество деталей (изделий) в партии, изготавливаемой единовременно.
Если количество изделий в партии постоянно меняется, то это неудобно для расчёта сметы. Получается, что цены у нас постоянно будут колебаться. В этих случаях Тшк обычно усредняется, или берётся максимально возможным.
Перекрываемое время Тпер — тоже не из ГОСТа. Своими словами я бы сказала так: это операционное время, которое не учитывается при расчёте нормы времени. Иными словами, когда операция выполняется без участия рабочего, и он в это время может делать что-то другое. Примером перекрываемого времени является всё та же термообработка. Ещё раз напомню, что изделие ставится в нагретую печь, и там оно находится несколько часов. Процесс нагревания, остывания, происходит без участия человека. В это время он может выполнять другую работу, и время другой работы будет перекрывать время термообработки. Поэтому и нормативы на термообработку не включают время нахождения изделий в печи — основное время. Перекрываемое время включается во время изготовления, но не в трудоёмкость.
Для единичного и мелкосерийного производства ПЗВ и Твсп тоже выражаются процентом от основного времени. Исключения составляют токарные работы — даже для мелкосерийного производства ПЗВ и Твсп считаются. Для средне- и крупносерийного производства в процентном отношении выражаются только Тобсл и Тл и они, как правило, сразу добавляются в норму в картах нормативов. ПЗВ, Твсп и То считаются отдельно.
Каким образом определяются величины добавляемых процентов?
Если речь идёт о нормативах, то там обо всём этом сказано в методических указаниях. То есть, в своё время на все эти работы проводились хронометражи, данные усреднялись и подсчитывалось, какой процент от То они составляют. Если у вас нормативов нет, и нормы вы делаете сами, то все эти проценты придётся высчитывать таким же образом.
Виды норм, виды нормативов и виды трудоёмкости
Почему виды норм и виды трудоёмкости объединены в одну главу?
Во-первых, потому, что материала тут на две главы не хватит, а во-вторых, объединяет их то, что оба этих «вида» сегодня подзабыли. Неправильно называют или даже не знают вовсе, и не используют.
Ну, а там, где виды норм — там и виды нормативов.
Начнём с видов норм.
Технически-обоснованная норма (ТОН) — норма времени, рассчитанная по нормативам или подтверждённая хронометражами. Раньше следили за тем, чтобы нормы были обоснованы. Например, в месяц нормировщик закрыл столько-то нарядов — подсчитывается процент ТОН. Высокий процент ТОН — показатель хорошей работы нормировщика. Помню, на переаттестации мне задали вопрос: «Какой у вас ТОН?», а я тогда и знать-не знала такой аббревиатуры. Хорошо, начальник был рядом, и подсказал: «Да у вас с этим всё в порядке…». Сегодня на ТОН никто не обращает внимания. Хочется думать, что это явление временное.
Опытная норма. Это та самая, наиболее распространённая сегодня. Название уважительное — мол, опыт надо иметь. Я её называю по-другому: потолочная, или норма по справочнику Фонарёва. Не смотря на то, что опытная норма — не обоснованная, появление её в расценке нарядов необходимо было обосновать. Так было раньше. Для этого работа должна была иметь три признака: выполняться впервые, быть не типичной для вашего производства и на неё не найдено отраслевых нормативов. Только в этом случае нормировщик имел право поставить опытную норму.
Если незнакомая работа выполнялась неоднократно, то она должна была перейти в статус временно-закреплённой. Временно-закреплённая норма — это норма на нетипичные работы, выполняемые неоднократно. В этом случае нужно было провести хронометражи и норму «закрепить», согласовав на уровне отдела труда. В дальнейшем, если работа приобретала статус постоянной, надо было подавать заявление в НИИ Труда о включении этой нормы в нормативы с приложением хронометражей. Тогда она становилась технически обоснованной.
Безусловно, правила не соблюдались так строго — просто потому, что за всеми переходами должен был кто-то следить. Однако, на это могли обратить внимание разного рода проверки, которые производились на госпредприятиях регулярно.
Есть ещё такое понятие, как укрупнённые нормы времени. Это, когда хронометраж делается на изготовление изделия или работу от начала до конца.
Как нормы, так и нормативы бывают комплексными и дифференцированными. Самые точные нормы — дифференцированные, потому что они — на каждое движение. Никогда с ними не сталкивалась, но думаю, что они применяются в конвейерном производстве. Укрупнённые нормы не путайте с комплексными. Комплексная норма — норма времени на комплекс движений, необходимых для выполнения данного вида работы.
Плавно переходим к нормативам.
Нормативы могут быть отраслевыми, общемашиностроительными, (и те, и другие сокращённо — ОНВ), укрупнёнными — УНВ и ОУНВ. Ещё нормативы бывают комплексными, дифференцированными, общеотраслевыми…
Абзац, который вы только что прошли, независимо от того, понятен он или нет, можете забыть. Это не те характеристики, на которые надо обращать внимание при выборе норматива. А вот дальше будет информация, которую надо учитывать при выборе норматива.
Нормативы бывают для единичного и мелкосерийного, среднесерийного и крупносерийного производства. Примечание: единичное и мелкосерийное — это название одного вида производства, а не двух.
Что будет, если нормировать среднесерийное производство по нормативу для единичного и мелкосерийного?
Во-первых, в мелкосерийном производстве нормы больше. Во-вторых, чем крупнее производство, тем нормы должны быть точнее. Если делается большая партия деталей, то завышение нормы в 0,1 часа может вылиться в дни. Когда количество изделий в партии невелико, такой опасности нет. По этой причине в мелкосерийном производстве ПЗВ и Твсп. можно брать в процентах от операционного времени. В производстве, выше мелкосерийного, эти составляющие всегда рассчитываются отдельно.
Кстати, признаком средне- и крупносерийного производства является не только размер партии. Для этого должно быть приспособлено само производство. Если условия производства рассчитаны на небольшие серии, то, даже взяв в работу очень большое количество деталей, в крупносерийные нормы уложиться не удастся. Правда, понижающие коэффициенты вводятся.
О том, какое количество изделий в партии будет соответствовать мелкой, средней или крупной серии, также оговаривается в каждом нормативе отдельно. Эту информацию вы найдёте либо в МУ, либо в предисловии, либо в первых нормировочных картах норматива. Повышающие/понижающие коэффициенты оговариваются там же.
А теперь — провокационный вопрос: могут ли создаваться укрупнённые нормы времени в средне- и крупносерийном производстве?
Да. Только в мелкосерийном производстве разрешается формировать такие нормы, делая хронометраж на всё изделие сразу от начала и до конца. В крупносерийном производстве укрупнённая норма состоит из суммы норм на все составляющие её операции. Если вы возьмёте нормировочную карту на укрупнённую норму в нормативе для среднесерийного производства, в ней обязательно должны быть указаны карты, по которым она набрана.
Укрупнённые нормативы, в которых нормы даются полностью на изделие, — удобная вещь. На них похожи целевые нормативы. Чем же они отличаются? В укрупнённом нормативе нормы либо получены хронометражами, либо набраны по картам из этого же норматива. В целевом нормативе укрупнённая норма набирается по картам из разных нормативов. Кстати, необязательно укрупнённая норма. Иногда часто используемые нормировочные карты из разных нормативов собираются в один — просто для удобства пользования. Целевые нормативы любят создавать сами предприятия. А мы с вами пойдём ещё дальше — будем создавать целевые методики для нормирования на компьютере.
Теперь поговорим о видах трудоёмкости.
Трудоёмкость бывает технологической, плановой, фактической.
Технологическая трудоёмкость — это трудоёмкость, рассчитанная нормировщиком для выдачи нарядов. На сегодняшних предприятиях её упорно называют плановой. Это неправильно.
Плановая трудоёмкость — это трудоёмкость для составления плана. План составляется на том этапе, когда ещё может не быть детальных чертежей и техпроцессов. Поэтому она, скажем так, походит на опытную норму. Если план составляется на серийное изделие, и есть уже данные по технологической трудоёмкости с предыдущей серии, то плановой трудоёмкостью будет служить технологическая, умноженная на повышающий коэффициент.
Фактическая трудоёмкость — это трудоёмкость, подсчитанная после закрытия заказа. Другими словами, сумма трудоёмкости по всем нарядам, закрытым за этот период. Фактическая трудоёмкость должна использоваться для анализа, но ни в коем случае не для оплаты. На её основании делаются выводы, каких затрат мы можем избежать в дальнейшем, а какие надо включить в перечень основных работ. Также на основании фактической трудоёмкости делаются выводы о размере повышающего коэффициента для расчёта плановых работ.
На одном предприятии я столкнулась с системой, где фактическая трудоёмкость была основанием для закрытия нарядов. То есть, в наряде указывалось наименование работы, а сам рабочий фиксировал начало и окончание. Наверняка эта система является изобретением производства. Таким образом, все дополнительные работы и неурядицы просто включались в трудоёмкость и никак не «высвечивались». Производству это было удобно. Каковы результаты? Обычный болт, трудоёмкость которого по нормативам 30-х годов прошлого века составляла 8—10 минут, сегодня на станке с ЧПУ изготавливается за 0,5 часа.
На этой пессимистической ноте я заканчиваю главу о видах норм и нормативов, видах трудоёмкости… и об их роли в современном производстве.
Методические указания
Мастера и рабочие часто считают, что нормировщик то ли обманывает, то ли чего-то недопонимает. Им всегда кажется мало. И со стороны наблюдала, и сама принимала участие в таких сценах: приходит мастер с видом инспектора и просит норматив, по которому ценили работу. Или того лучше: «Дай мне норматив — я свои работы сам ценить буду, как Миневич».
Финал всегда одинаковый: мастер незаметно возвращает норматив без всяких комментариев. Почему? Да потому, что он начал ценить и у него получилось ещё меньше! А почему меньше? Потому что нормировщик до мелочей учитывает все операции техпроцесса, подбирает нормировочные карты даже на самые мизерные переходы, а мастер смотрит нормировочную карту только на основную работу.
Я знаю одного-единственного мастера, который досконально разбирался и мог ценить наряды сам — Миневич Израиль Миронович. Это удивительный человек! Весь свой трудовой стаж он отработал в одном цехе — в него пришёл, из него ушёл на пенсию. Его неоднократно приглашали в другие организации, на более высокие должности, но ему нравилось работать мастером. Он действительно брал норматив, прописывал весь техпроцесс и каждый его пункт ценил, а потом приносил мне. Исправления в нормах если и были, то незначительные, а вот мои знания технологии всегда пополнялись. На него все и пытались равняться, но никому не удалось.
Некоторые мастера не замахивались на всё сразу, а пытались разобраться хотя бы с одной операцией. Берёт такой мастер норматив, открывает указанную ему карту, внимательно читает и делает открытие: «Вот в карте написано: „Передвинуть заготовку, совместить линию разметки…“ Так заготовку, вообще-то, сначала получить надо…»
Или другой пример. Мастер говорит: «Вы расценили наряд на 100 часов. Если работу делали 5 человек, но норму надо делить на 5 или умножать?» — «Делить.» — «Тогда получается, что они работу сделают за 20 часов? Но это же чушь…»
Такие каверзные вопросы иногда загоняют нормировщика «в угол». Чтобы этого не случилось, нужно читать методические указания к нормативу.
В начале каждого норматива должны присутствовать методические указания — МУ, как мы их называем. Они могут называться по-другому — например, «Общая часть», «Вступление» и так далее, но суть одна: в них оговариваются условия, которые являются общими для всех работ — т.е. для всех карт норматива.
Мне очень нравятся Методические указания к нормативу ЦНИИ Судостроения «Корпусозаготовительные работы. Укрупнённые нормативы времени. Единичное и мелкосерийное производство». Мне кажется, что составляли их люди, хорошо знающие как производство, так и нормирование — в полном смысле слова «по опыту».
Давайте вместе почитаем эти методические указания. Я привожу их здесь практически полностью, потому что, как говориться, не убавить и не прибавить. Это — во-первых. Во-вторых, если вам придётся создавать нормативы самим, то у вас будет хороший прототип МУ.
«1.3.1. В картах нормативов приведены нормы времени, в состав которых входят:
а) оперативное время;
б) время на обслуживание рабочего места;
в) время на личные потребности;
г) подготовительно-заключительное время.
1.3.2. Нормы оперативного времени включают затраты на выполнение технологических операций, согласно «Содержанию работ», приведённых к картам, и состоят из суммы основного и вспомогательного времени.
Нормы оперативного времени определены по данным хронометражных наблюдений с учётом научной организации труда и технических характеристик оборудования.
1.3.3.Нормы времени на обслуживание рабочего места включают затраты: а) на обеспечение рабочего места инструментом и приспособлениями в течение смены;
б) на регулирование режимов работы оборудования в процессе работы;
в) на смену оснастки, приспособлений и инструмента;
г) на технологические переходы по участку, являющиеся неотъемлемой частью исполняемой работы;
д) на уборку рабочего места в процессе работы и на поддержание оборудования в чистоте.
1.3.4. Нормы подготовительно-заключительного времени включают затраты:
а) на ознакомление с заданием, чертежами и технологическим процессом;
б) на инструктаж мастера;
в) на подготовку оборудования и приспособлений к работе;
г) на сдачу выполненной работы, инструмента, приспособлений оснастки и вспомогательных материалов.
1.3.5. Нормы времени на личные потребности, на обслуживание рабочего места и подготовительно-заключительного времени определены по данным фотографий рабочего дня в процентах от норм оперативного времени (табл.1).
Таблица 1.
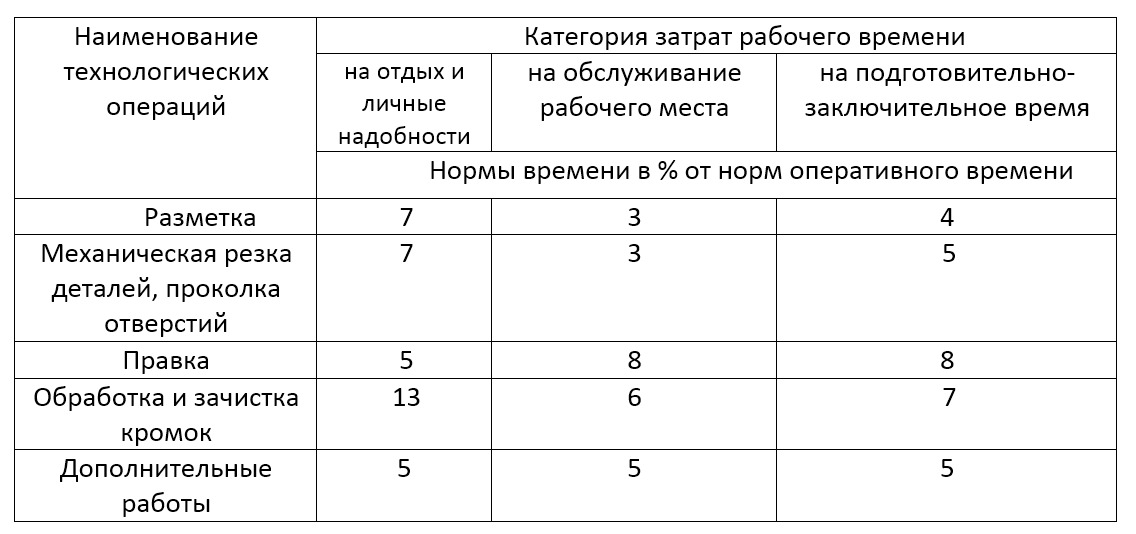
Не знаю, как надо закрывать кавычки, если цитата заканчивается таблицей, поэтому предупреждаю на словах: здесь у нас цитата прерывается для комментариев.
Вы обратили внимание, что во втором абзаце пункта 1.3.2 упоминается организация труда. «Организация труда» также должна являться составной частью норматива, в которой описывается оборудование, расположение рабочих мест и всё остальное, относящееся к организации условий конкретного труда. Обычно на этот раздел мало обращают внимания, но он может явиться поводом для споров, если условия труда на вашем производстве отличаются от описанных в нормативе. Нормы могут быть пересмотрены как в сторону повышения, так и снижения.
Подробное перечисление трудозатрат каждого времени из пунктов 1.3.1 — 1.3.4 могут послужить ответами на многочисленные вопросы рабочих, учтены ли те или иные работы в норме. В частности, на какой пункт вы сошлётесь, отвечая на первый вопрос мастера об установке заготовки?
Дальше в МУ будет мой любимый пункт. Чтобы вы смогли оценить его в полной мере, вот вам задачка — скорее, логическая.
Один человек распилил бревно за 10 минут. Сколько времени уйдёт, если бревно будут пилить два человека?
Обычно на семинаре на этот вопрос отвечают быстро и правильно: 5 минут.
А если будут пилить три человека?
Зависает пауза.
Я, не дожидаясь ответа, задаю следующий вопрос: а если будут пилить пять человек?
Половина аудитории отвечает тоже быстро и правильно — то есть, вопросом на вопрос: «А что там делать пятерым?»
Пра-а-вильно, абсолютно правильно! Работать будут двое, остальные…
Теперь привожу мой любимый пункт МУ:
«1.3.6. Норма времени в картах нормативов приведена на бригаду (звено) независимо от численного состава бригады (звена)».
Вот вам и ответ на вопрос, делить или умножать норму на количество человек. Не всегда можно впятером выполнить работу за 20 часов, если один её делает за 100 часов, однако и не всегда работу нужно делить на пятерых. Короче, если рабочие хотят кормить кого-то — пусть кормят, но за свой собственный счёт.
Продолжаю цитировать Методические указания.
«1.3.7. В картах нормативов времени указан средний разряд работы.
1.3.8. В картах нормативов времени учтены и не подлежат дополнительному нормированию:
а) операции, указанные в «Содержании работ»;
б) сверка маркировки листов профиля, изделий с маркировкой эскиза (рабочей документацией);
в) оформление маршрутно-технологической карты;
г) участие в стропальных работах совместно со стропалем в пределах рабочей бригады.
1.3.9. Норма времени на участие в стропальных работах принята в размере 15% от норм времени, приведённых в картах 83 и 84, и включена в картах нормативов времени».
Последний пункт говорит о том, что если рабочий просит дать ему надбавку за какие-то работы, которые, как он считает, не учтены, — сразу бросайтесь читать МУ. Скорее всего, они окажутся учтёнными.
«1.3.10. При применении к норме времени нескольких коэффициентов окончательное значение коэффициента получается после перемножения значений отдельных коэффициентов».
Для меня это было очевидным, но оказалось, что у новичков действительно возникают вопросы, что делать с коэффициентами, если их несколько — перемножать или складывать? Как видите, перемножать. А если норма времени на задание состоит из норм нескольких операций, то нормы времени на операции суммируются (а не перемножаются!). Об этом гласит пункт 1.3.11 — я уж не буду его цитировать.
С МУ корпусозаготовительных работ — всё. Но не могу не привести цитату из другого норматива, которая мне тоже очень полюбилась:
«Выполнение работ рабочими, разряды которых не соответствуют Единому тарифно-квалификационному справочнику, а также недостатки в организации труда и производства не могут служить основанием для каких-либо изменений установленных типовых норм времени».
Это цитата из вводной части норматива «Типовые нормы времени на ремонт насосов». Рекомендую каждому нормировщику распечатать и повесить её у себя над столом. Сразу много вопросов отпадёт.
Ещё одной неотъемлемой частью норматива является пример расчёта по нему. Как человек, составивший примеры по нормирования для семинаров и своей книги, скажу, что составление примеров — куда сложнее, чем просто нормирование. Пример должен быть простым и понятным. Об этом думаешь в первую очередь, а на остальное не обращаешь внимания. Потом получается, что размеры не совпадают, или работа невыполнима для выбранных заготовок…
Это я говорю к тому, что в примерах нормативов тоже часто встречаются ошибки. Не судите строго.
Кстати, и в самих нормативах часто встречаются ошибки. Не опечатки даже, а именно ошибки. Тоже не судите строго. Даже в те времена, когда в издательствах были корректоры, нормативы никто не проверял. Никто не знает норматив лучше того, кто его составлял. Поэтому, будьте бдительны и снисходительны.
Организация процесса нормирования
Угадайте, что нужно нормировщику для определения трудоёмкости прежде всего и больше всего? Норматив? Хронометраж? Опыт?
Меньше всего хотелось бы, чтобы вы сказали последнее. Потому что нормирование «по опыту» — звучит уважительно. Он тоже нужен. В основном, для того, чтобы заметить явные ошибки в расчёте. На практике этой формулировкой прикрывается неумение и нежелание учиться работать по нормативам.
Самое главное, что нужно нормировщику для нормирования — это знание технологического процесса. Именно знание, а не просто его наличие на бумаге. Сейчас я работаю на предприятии, где не нужно доказывать необходимость написания технологического процесса — просто к каждому чертежу пишется техпроцесс и подшивается в одну папку с ним. Но так бывает не всегда. Чего только не бывает! Ты говоришь, что тебе для нормирования нужен чертёж и техпроцесс, а на тебя смотрят, как на ненормальную. Когда говоришь, что для нормирования нужно ещё и время, — вообще не понимают.
Как бы тебя не воспринимали, а чертёж и знание техпроцесса всё равно нужны.
Даже если технология написана, она может не дать полного представления о работе. Технологи тоже пишут по-разному. Кто-то пишет подробно, кто-то не детализирует. Тем более, что они не знают, какие данные нужны вам.
Например, часто вместо технологии предлагается маршрутная карта. В токарной операции написано: «точить Ф65». Это означает, что рабочий должен взять заготовку и снимать с неё металл до тех пор, пока её диаметр не уменьшится до 65. Для рабочего этого достаточно, а для нормировщика — нет. Ему надо знать, с какого диаметра точить до Ф65, сколько слоёв и какой глубины придётся снимать, и на какую длину. В маршрутной карте, да и в технологии, этого не указывается. Так что, нормировщику, как и рабочему, понадобится чертёж и… знание технологии!
Да мало ли, какие параметры, указаны у нормировщика в нормировочной карте! Думаете, технолог послушно будет вам их «доставать»? Впрочем, если вам удастся приучить технолога указывать в технологии все данные, которые нужны вам, то… вы зря работаете нормировщиком — вам надо быть начальником!
Короче говоря, если хочешь, чтобы всё было сделано так, как надо — сделай сам. Я это поняла и стала сама себе писать технологию так, как мне надо. На самом деле это интересно, познавательно, расширяет кругозор как специалиста. Если вы работали нормировщиком — смело можете работать технологом в этой же отрасли.
Свою производственную деятельность я начинала как цеховой технолог. Меня окружали технологи, которые были ассами в своём деле, но не спешили делиться опытом с молодыми специалистами. Так и не дождавшись, когда мне поручат стоящую работу, я перешла в нормировщики. «Из технологов переходить в нормировщики? — удивлённо спросил меня начальник цеха, когда я пришла подписывать заявление, — по-моему, технологом работать намного интереснее…». Так вот: работая нормировщиком, я узнала о технологии гораздо больше, чем в должности технолога.
Так что, изучайте и пишите технологию самостоятельно — не сомневайтесь даже! Будет легче и интереснее.
Что ещё нужно, кроме техпроцесса?
Нужно подобрать нормативы, найти в них нормировочные карты на каждую работу. Если норматива не нашли — создайте его сами: делайте хронометражи, фотографии рабочего дня и систематизируйте полученные данные.
Почему нормы нужно давать по нормативам?
Потому что нормы должны быть обоснованы.
Почему нормы должны быть обоснованы?
Сейчас я в красках опишу вам картину. Приходит разъярённый рабочий вместе с мастером, ещё кого-нибудь сочувствующего прихватят и начинают на вас «наезжать» — мало им. Если у вас прописан техпроцесс и отнормировано всё по нормативам, вы просто открываете и показываете. А если вы давали «по опыту», вы ничего не покажете. Будет просто спор, в котором победит не тот, кто прав, а тот, у кого голос громче. Производство здесь ни при чём.
Другой пример — тоже из жизни. Приходит проверка. На их взгляд по одному наряду трудоёмкость сильно завышена. Просят объясниться. Поднимаешь расчёты. Оказывается, по технологии и расчётам всё правильно. Претензии были к технологу и к мастеру — мастер лишнюю работу написал, а технолог её подтвердил.
Третий случай. Вы рассчитали всё по нормативам, но ход нормирования, использованные нормировочные карты нигде не зафиксировали — просто на отдельной бумажке всё перемножали и складывали. Приходит рабочий со скандалом. Вы начинаете пересчитывать… Сто процентов гарантии, что на прежнюю норму вы не выйдете! Ведь делать всё приходится в стрессовом состоянии. Половину перезабудете, половину перепутаете. Потом за глаза будут говорить, что нормировщик — ну, полный дурак!
Да будет вам известно, что, если два нормировщика ценят одну и ту же работу, и у них расхождение норм получается в третьем знаке — это очень хороший результат! Как и в любом деле, в нормировании есть спорные нюансы. Один считает, что надо выбрать такой коэффициент, другой нормировщик считает по-другому. Плюс арифметические ошибки, плюс не то значение в карте выбрали, плюс техпроцесс трактовали немножко иначе…
Однажды я придумала, как с этим бороться. Стала всё фиксировать. И не просто фиксировать, где попало, а чтобы каждый параметр, каждая цифра имели своё определённое место.
В результате у себя в черновике я разлиновывала таблицу. Эту таблицу я использовала для расчёта примера на стр. 41. Поверьте, ни одна графа здесь не лишняя! Проверено опытом. Например, вы можете подумать, что лишний — порядковый номер операции. Иногда операции циклично повторяются. Переписывать одно и тоже по несколько раз быстро надоест, да и это — лишний повод что-нибудь напутать. Просто ссылаетесь на порядковый номер пункта и переносите оттуда норму.
Номер норматива в сокращённом виде, номер карты, какие коэффициенты применялись, ход расчёта — всё пригодится! Теперь спокойно можете открывать тетрадь и обоснованно доказывать свою правоту.
Где это всё лучше записывать?
Раньше в цехах писали технолого-нормировочные карты или, сокращённо — ТНК, где делалось примерно то же самое. Это был официальный цеховой документ. Нормы должны проставляться в маршрутных картах. Но в любом случае надо иметь свою черновую тетрадь, где запись ведётся именно таким образом, как я показала.
В качестве черновика рекомендую использовать амбарные книги — они так и называются в канцелярском реестре, и их можно приобрести. Я их просто обожаю и использую для всех видов черновиков.
Кто не знает — амбарные книги представляют собой общую тетрадь формата А4 в жёстком переплёте. Именно в жёстком, потому что так тетрадь не «истреплется», у неё не будут закручиваться концы, её можно использовать в качестве стола, когда выходишь в цех и приходится писать на весу. Большой формат в развороте помогает разместить в одну строку все нужные данные.
В эту же тетрадь я заношу результаты хронометражей и фотографий рабочего дня и вообще делаю любые нужные пометки. Листы тетради обязательно от руки пронумерованы, в конце обязательно есть оглавление, которое время от времени пополняется. Всё это позволит вам в любой момент быстро открыть тетрадь в нужном месте, а не лихорадочно листать её туда-обратно, и также спокойно и чётко отвечать. Таким образом вы заработаете репутацию специалиста, который знает ответы на все вопросы.
Вам кажется нудным разлиновывать и нумеровать страницы? Относитесь к этому как к «трудотерапии». Периодически устаёшь от расчётов и надо переключиться. Пронумеровали, разлиновали столько страниц, сколько успели, — работайте дальше. Оглавление тоже пополняйте время от времени. Пройдёт время, вы будете листать свой «архив» с гордостью и с удовольствием.
Ох, сколько иронии я наслушалась от коллег и начальников за эту амбарную книгу! Только ленивый мне не сказал, что он бы всё это делал на компьютере.
Приведу пример. Предприятие использует программу «1С — Предприятие», которая требует постоянного присутствия своего представителя у потребителя, потому что самостоятельно он в ней не разберётся — так и задумано. Зато представитель-программист может выполнить любую прихоть покупателя. И вот представитель-программист жалуется: «Я написал женщинам программу в «1С…», а они не хотят ею пользоваться — как работали в «Экселе», так и продолжают. Представляете?!
Очень даже хорошо представляю. По моему мнению, Excel был последней программой, которая создавалась для потребителя, а не для коммерческих целей. Удивительно простая, удобная, с широчайшими возможностями. Я его обожаю!
К чему это я про Excel? Да к тому, что не всегда прогресс облегчает труд — иногда усложняет. Попробуйте ту работу, которую мы будем сейчас делать, вести в компьютере. Знаете, сколько вам придётся исправлять, дополнять по ходу нормирования? Каждый раз вы будете долго искать то место, куда надо внести исправления, запутаетесь, «въедете» не в ту графу. А если вам понадобится срочно поднять прошлые расчёты — вы думаете, что на компьютере вы разыщете их быстрее, чем по оглавлению в амбарной книге? Попробуйте!
Амбарная книга — ваш личный черновик. Чиркаете, забеливаете, исправляете, как хотите. Если надо показать начальнику — всегда можно оформить на компьютере. Но только оформить, а не вести черновые расчёты. Впрочем, когда я это объясняю, мне всё равно не верят. Я устала объяснять и теперь просто говорю, что я так делаю, потому что не умею работать в Excel.
А теперь давайте закрепим теорию и попробуем на примере применить нашу систему нормирования.
Глава II — Собственно нормирование
Начали!
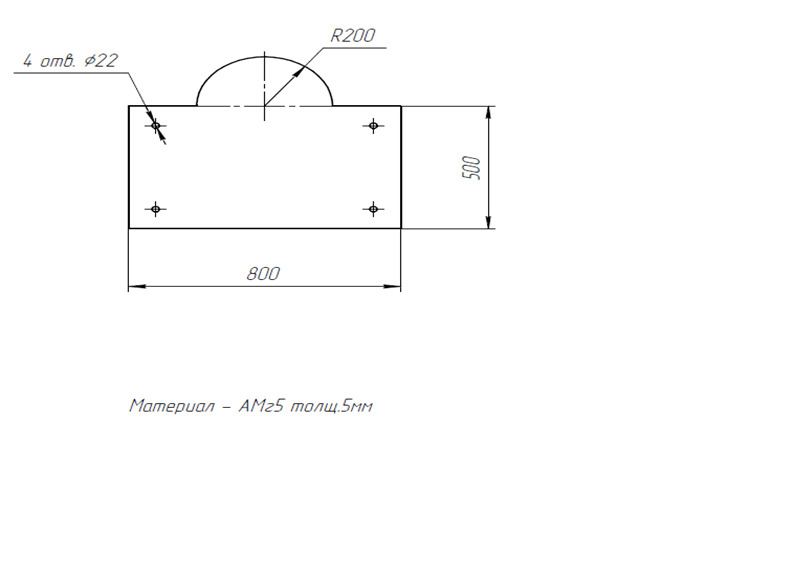
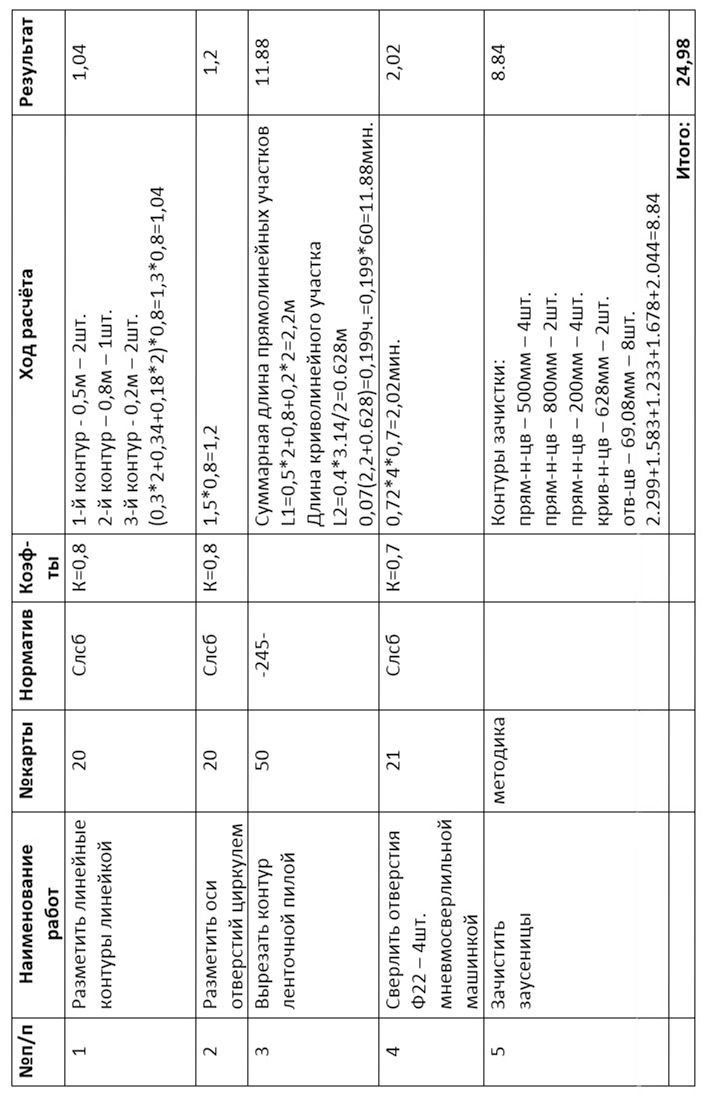
Вы видите эскиз детали. Мы посчитаем её трудоёмкость. Размеры и материал указаны на странице с эскизом. Для разметки используются линейка, циркуль. Вырезание производится ленточной пилой, сверление — ручной пневматической сверлильной машинкой. Нормировочные карты, которые для этого понадобятся, приведены на страницах ниже. Карты 20 и 21 взяты из норматива на слесарно-сборочные работы. Поскольку у него нет номера, в своих записях для краткости я обозначаю его «слсб». Карта 50 взята из норматива на корпусозаготовительные работы за номером 74—0303—245—87. Если у норматива длинный номер, то для краткости записи я фиксирую неповторяющуюся часть номера. Последний норматив я в своих записях обозначаю как «-245-». Вы вольны придумывать краткие обозначения своим нормативам как угодно. Лишь бы вы помнили, о каком нормативе идёт речь.
Начнём с техпроцесса. Деталь вырезается из листа толщиной 5мм. Прежде, чем вырезать, деталь надо «нарисовать» — то есть, разметить. Деталь мы вырежем по контуру ленточной пилой. Отверстия Ф22 вырезать пилой не удастся — будем их сверлить. Не забудем, что для сверления надо также разметить центры этих отверстий. После этого остаётся напильником зачистить заусеницы. Этот расчёт будет выполнен по методике на компьютере.
Вот, собственно, и всё. Разлинуйте таблицу и — приступайте!
Вы читаете мою книгу в дороге, и у вас нет под рукой бумаги и ручки? Понимаю… Или вам просто неохота? Тоже понимаю! Тогда просто внимательно изучите страницу. Но учтите: в моей книге будет много материала, который предусматривает самостоятельную работу. Есть и такой, где не удастся вникнуть в суть вопроса просто прочтением. Расценивайте «Нормирование сегодня» как курсы по нормированию труда, а примеры расчётов трудоёмкости — как практические занятия. Если у вас есть техническое образование, то я сделала всё, чтобы, прочитав мою книгу, вы могли с полной серьёзностью рассматривать вакансию инженера по нормированию труда для трудоустройства — она сегодня востребована.
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМЫ ВРЕМЕНИ НА СЛЕСАРНУЮ ОБРАБОТКУ ДЕТАЛЕЙ И СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ ПО СБОРКЕ МАШИН
Карта 20
РАЗМЕТКА ДЕТАЛЕЙ
Содержание работы:
1.Взять деталь и установить на плиту
2.Взять разметочный инструмент
3.Разметить деталь
4.Отложить инструмент и деталь
Разметка осей отверстий циркулем
Разметка контура
Разметка окружности циркулем
Примечания:
1. Время рассчитано для деталей массой до 15 кг. При массе свыше 15 кг. к приведённой нормативной карте времени добавлять время в соответствии с картой 4.
2. При разметке деталей из медных и алюминиевых сплавов приведённое в нормативной карте время применяется с коэффициентом К=0,8
74—0303—245—87 стр.143
Карта 50
ВЫРЕЗКА ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА СПЛАВА АМГ
ЛЕНТОЧНОЙ ПИЛОЙ
Содержание работы:
1. Передвинуть заготовку,
2. Совместить линию разметки с полотном пилы и отрезать деталь
3. После резки отложить деталь и отходы в соответствующие контейнеры.
Разряд работы: 3,0
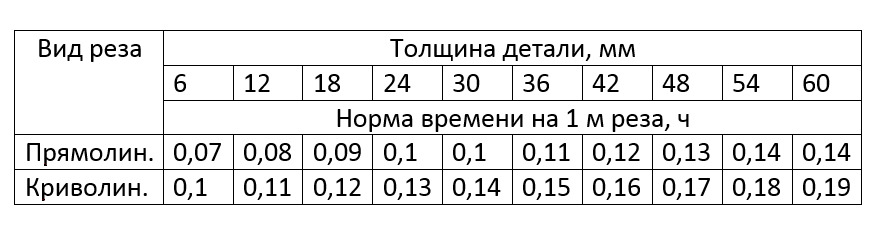
Для прямолинейной резки — Т=0,00133S+0.064
Для криволинейной резки — Т=0,00204S+0.0832
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ НА СЛЕСАРНУЮ ОБРАБОТКУ ДЕТАЛЕЙ И СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ ПО СБОРКЕ МАШИНКА
Карта 22
СВЕРЛЕНИЕ СКВОЗНЫХ ОТВЕРСТИЙ ПНЕВМА- ИЛИ ЭЛЕКТРОСВЕРЛИЛЬНОЙ МАШИНОЙ
Содержание работы:
1. Взять пневмо- или электросверлильную машинку
2. Установить сверло по отверстию другой детали
3. Включить вращение сверла
4. Сверлить отверстие, вывести сверло из отверстия и выключить вращение сверла
6. Очистить сверло и деталь от стружки
7. Перемести сверло к следующему отверстию
Примечание. Нормативы времени рассчитаны на сверление отверстий для стали Ст3-Ст40 при количестве отверстий 7. При изменённых условиях приведённое в нормативной карте время применяется с коэффициентами:
Сталь конструкционная — К=1,2
Сталь высоколегированная и жаропрочная — К=1,5
Чугун серый — К=0,8
Цветные сплавы — К=0,7
Глухие отверстия — К=1,2
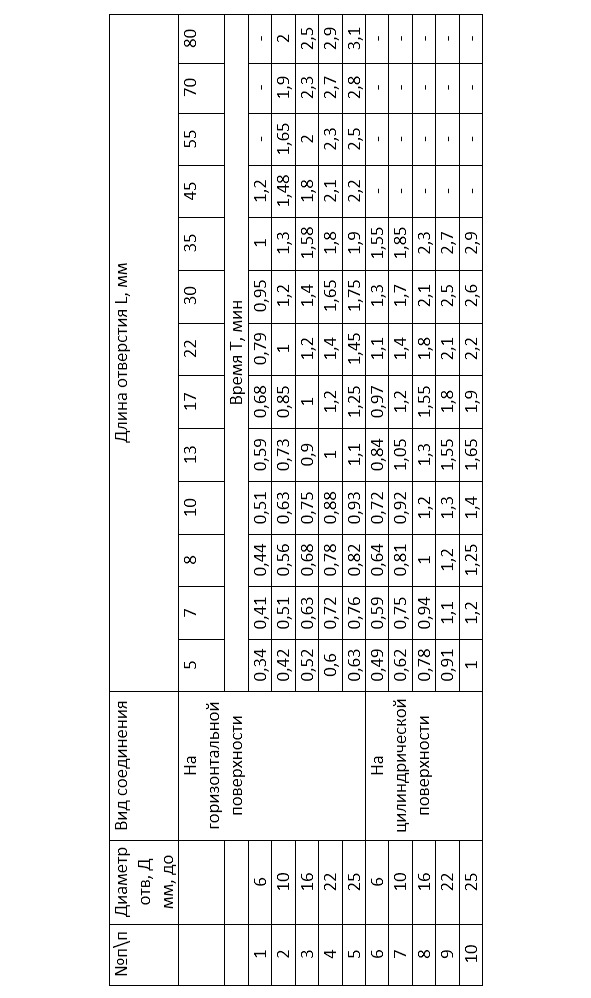
Эмпирические формулы:
Т=0,063*Д^0.43*L^0.57 — позиции 1—5
T=0.084*Д^0.48*L*0.56 — позиции 6—10
Комментарии к расчёту
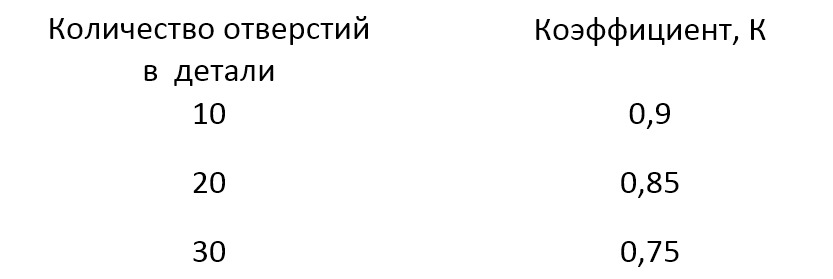
1. Вы поняли, откуда взялись коэффициенты 0,8 и 0,7? Смотрите примечания под картами. И вообще — не забывайте читать нормировочную карту до конца. Не забывайте читать и методические указания к нормативам. Там тоже могут быть коэффициенты. Ещё коэффициенты на количество изделий в партии могут быть приведены в нормировочной карте норматива под номером 1.
2. Обратите внимание, что в карте 50 время приводится в часах, в остальных картах — в минутах. Если пользуетесь разными нормативами, не забывайте переводить время в одинаковое измерение.
Расчёт зачистки заусениц пока примите на веру. Эта работа рассчитывается по методике. Её мы посчитаем позже.
Пока всё.
Теперь вы знаете, как надо нормировать.
Познакомившись с этой главой, вы можете задать вполне резонный вопрос: двадцать первый век — и вам предлагают всё записывать в амбарную книгу?
Если вы нормируете новое изделие или продукция вашего участка — не серийная, то без амбарной книги не обойтись. Но если у вас продукция однотипная, то на неё должен быть написан типовой технологический процесс. А для нормирования типового технологического процесса должны создаваться методики по нормированию. Что это?.. Как это?.. Об этом разговор ещё предстоит.
Тысяча и одна мелочь о хронометражах
Очень часто нормировщику дают задание сделать фотографию рабочего дня, имея в виду хронометраж, и нормировщик выполняет хронометраж, думая, что он делает фотографию рабочего дня. Поэтому, прежде всего, давайте разберёмся: хронометраж и фотография рабочего дня — это одно и то же или нет?
Краткий ответ — нет. То, что даже нормировщики путают эти два понятия — просто оговорка.
Хронометраж — это наблюдение за рабочим процессом с целью…
Как по рабочему процессу, так и по цели возможны варианты. Рабочим процессом может быть одна операция, комплекс операций, изготовление одного изделия от начала до конца или часть изделия, изготавливаемая одним рабочим, и тому подобное. Целью хронометража может быть установление нормы времени, проверка существующей нормы времени, пересмотр нормы времени…
Как видите, чёткого определения я не даю, и делаю это намеренно. Главное — понимать суть вопроса. Важно усвоить, что наблюдение ведётся только за рабочим процессом. Что это значит? Это значит, что «всё, что кроме» должно выкидываться из времени наблюдения. Ещё раз акцентирую внимание: хронометраж — это не разница во времени начала и окончания работы; это — чистое операционное время.
Ну, а что такое фотография рабочего дня (сокращённо — ФРД)? Фотография рабочего дня — это наблюдение не за работой, а за рабочим в течение определённого периода времени с целью выявления степени его загруженности и причин, которые препятствуют полной загруженности. Есть ещё одна цель, но о фотографии рабочего дня мы поговорим отдельно.
Попутно поясню, что такое пересмотр нормы времени — только для тех, кто не помнит. Даже если все нормы установлены или рассчитаны, рекомендуется их время от времени пересматривать — проводить хронометражи. Однозначно это надо делать, если обновляется оборудование или оснастка, усовершенствуется техпроцесс. Но даже если ничего этого не происходит, всё равно нормы рекомендуется периодически проверять, так как рабочий со временем приобретает опыт и сноровку, придумывает всякие мелкие усовершенствования, которые до сведения нормировщика не доводит. Вполне закономерно, что нормы уменьшаются.
Для категории сочувствующих, которая считает пересмотр норм делом «аморальным», ещё раз напомню, что главная задача нормировщика — снижение трудоёмкости. Для чего это нужно и к чему приводит завышенная трудоёмкость, мы уже говорили.
В своё время, чтобы стимулировать пересмотры, за полученную экономию трудоёмкости давали премию. Рабочие тоже получали. Правда, их больше интересовал повышенный заработок, чем разовая премия.
Бывает и так: трудоёмкость изначально определяется со слов рабочих, образуя, тем самым, хороший задел для пересмотров и, соответственно, премий. Как этого избежать? Нанимать на работу квалифицированных добросовестных нормировщиков, правильно понимающих свои функции.
Вернёмся к хронометражам. Для начала выясним: что нам необходимо для проведения хронометража?
Перечисляю по пунктам:
1. Секундомер
2. Амбарная книга
3. Ручка или карандаш.
4. Измерительный инструмент
5. Лёгкое переносное сиденье.
6. Спецодежда.
Теперь комментирую по пунктам.
Секундомер. Учёт времени — основная функция хронометража. Сейчас уже нет необходимости приобретать секундомер отдельно, так как он есть в каждом мобильнике. Может быть, по этой причине секундомер сегодня не так-то просто купить. Как секундомер отдельный, так и секундомер в мобильнике, требуют навыков обращения. Трудно сказать, что лучше. Наверное, то, с чем вы лучше научитесь обращаться. Проблема в том, что процесс отсчёта времени нужно будет постоянно прерывать. Однако, навык появляется очень быстро. Когда я первый раз попробовала использовать секундомер мобильника, я решила, что это хуже, чем секундомер. Но вскоре изменила своё мнение.
Пользоваться мобильником удобнее в том смысле, что он всегда под рукой, в отличие от секундомера, который не лично ваш и постоянно переходит из рук в руки. Однако, используя мобильник в качестве секундомера, необходимо помнить о некоторых особенностях работы с ним.
Во-первых, позаботьтесь о том, чтобы он был достаточно заряжен, особенно если знаете, что хронометраж будет по времени длительный. Лучше иметь при себе зарядное устройство. Об окончании заряда мобильник всегда сигнализирует. Обычно где-то рядом есть розетка.
У более дорогих мобильников секундомер показывает три знака до запятой, но часто бывает только две цифры. Опять же на длительных хронометражах это имеет значение. После того, как время превысит сто минут, на мобильном секундомере они превратятся в ноль минут, 101 минута в 1 минуту, и так далее. Если вы пропустите этот момент, можете сбиться. Особенно, когда счёт перевалит за 200, 300 минут, и вы уже не помните, на какой сотне остановились.
Как вы считаете, часто ли нормировщик может пропустить такой момент? Гораздо чаще, чем вы думаете. По одной очень простой причине.
На какие три вещи человек может смотреть бесконечно? На огонь, на бегущую воду и на то, как другой работает. Почему? Это успокаивает. А когда человек успокаивается, что с ним часто происходит? Он засыпает. Да-да, — те кто делал хронометражи много раз, это подтвердят: в процессе работы неоднократно отключаешься. Безусловно, не до такой степени, чтобы заснуть совсем, но достаточно, чтобы пропустить какой-то важный момент наблюдения или сбиться.
Как от этого застраховаться? Засыпать вы всё равно будете. Чтобы, встрепенувшись, понять, много ли вы упустили, советую перед началом хронометража и в конце его фиксировать московское время. Если хронометраж длительный, полезно это будет делать несколько раз и в процессе наблюдения.
Говоря о том, сколько знаков до запятой лучше иметь на секундомере мобильника, возникает параллельный вопрос: стоит ли использовать свой дорогой «продвинутый» мобильник ради этих трёх цифр? На приобретение секундомера начальство уговорить можно, но на приобретение дорогого мобильника — вряд ли.
Вообще-то, угроза есть: мобильник можно уронить на бетонный пол. Поэтому, если вы следите за прогрессом и часто меняете мобильники — не спешите избавляться от старого — принесите его на производство. Пусть он будет с двумя знаками, но зато его не жалко ронять.
Амбарная книга. Существуют специальные бланки для проведения хронометражей. Можно и самим такие бланки создать. Однако, использовать их я рекомендую не для проведения хронометражей, а для оформления. В процессе хронометража ваши записи будут носить сумбурный характер. Скорее всего, вам надо будет фиксировать не только время операции, но и их наименования, причины, по которым процесс периодически прерывается — только успевай записывать! Тут уж не до эстетики. Главное, чтобы вы потом в этих записях сами могли разобраться.
Если будете делать хронометраж на листочке — вы его потеряете. Возможно, даже до того, как успеете оформить и показать начальству. Начальство тоже «любит» терять отдельные листочки.
Значительно труднее потерять амбарную книгу. Кроме того, как мы уже говорили, в ней удобнее писать на весу. Если у вас будет оглавление, то ваши данные никогда не потеряются. Даже при утере оформленного образца, его всегда можно восстановить по черновику. Амбарные книги ещё никто не терял.
Фиксируется в амбарной книге всё, что вы сочтёте нужным: интервалы времени, начало работы, окончание работы, названия операций или перерывы в работе. Не поленитесь полностью зафиксировать наименование. Не просто слово «Хронометраж», но и на какие работы он проводился. Не лишне зафиксировать дату проведения. Не забывайте про московское время.
Ещё раз обращаю ваше внимание на то, что необходимость фиксирования всех данных, приведённых выше, проверена мною на практике, а не занесена в перечень на всяких случай.
Вот тут добавлю «ложку дёгтя». Однажды участники семинара рассказали мне, что на их предприятии председатель профсоюза не разрешает использовать мобильники. Почему? Потому что он требует, чтобы секундомеры были с выверкой, которая на мобильники пока не распространяется.
За всю свою практику нормирования ни разу с таким не сталкивалась, даже со стороны профсоюза. И от других не слышала — вообще не знала, что есть такая процедура! Значит, можно без неё обойтись?
Я всегда работала на мелкосерийном производстве. Нормы времени выражались чаще в часах. Если норма составляет доли часов, сильно ли влияют на неё доли секунд, которые определяются выверкой? Совсем не влияют. Однако бывают и нормы времени, которые считаются в секундах. Тогда доли секунд имеют значение, и выверка нужна. Правда, я с такими случаями не сталкивалась.
Мой первый начальник шутил про военпредов: если на приёмку приходит специалист «с опытом и с головой», то он документы отодвигает в сторону и первым делом идёт смотреть машину. Если приходит «молодой да ранний», то он первым делом берёт документы и «начинает пересчитывать запятые».
К чему это я? Хорошо, когда председателем профсоюза является человек, «выросший» на предприятии и понимающий его работу. Понятно, что он должен защищать интересы рабочих и противостоять урезанию норм, но лучше, если его принципиальность базируется на знании вопроса, а не на простом упрямстве.
Ручка или карандаш. Тут, казалось бы, проблем быть не должно. Но они появятся, если вам придётся писать на весу — шариковая ручка, как и гелевая, не пишут, если поверхность с наклоном, и на морозе. Иногда хронометраж приходится делать в настоящих полевых условиях — не только в помещениях. Так что, идёте «на свежий воздух» — захватите с собой карандаш.
Измерительный инструмент. Часто норма времени на идентичные изделия зависит от размеров. Размеры удобнее замерять прямо на месте, а не разыскивать потом в чертежах. Даже если известны конечные параметры изделия, нужно замерять размеры заготовки. Могут быть промежуточные замеры. В большинстве случаев достаточно обычной линейки, даже если надо измерить диаметр, но иногда требуются и другие измерительные инструменты. Так что, собираясь на хронометраж, проверьте, нужны ли вам измерительные инструменты, и какие. На всякий случай всегда носите в кармане небольшую линеечку или сантиметр.
Лёгкий переносной стульчик. Уговорите своего начальника, чтобы его приобрели. Иногда рабочие сами предлагают куда-нибудь присесть, иногда не предлагают, но вы усаживаетесь без приглашения, когда невозможно больше стоять; иногда присесть в любом случае некуда. Таскать за собой обычный стул? Даже если такая идея появится, вы от неё быстро откажетесь. Пластмассовая табуреточка — то, что надо. Только следите, чтобы её не стащили!
Спецодежда. Иногда это не только пожелание, но и требование техники безопасности. Например, ботинки на натуральной подошве необходимы на металлическом токопроводящем полу. Каска или, по крайней мере, головной убор необходимы в цехах, где есть краны или другие погрузочные приспособления. Халат защитит вашу одежду от случайных искр. Стоять у открытых цеховых ворот или просто на морозе лучше в ватнике, а не в модном дорогом пальто.
Есть в моём списке ещё один пункт. Не обязательный, но весьма желательный: камера или фотоаппарат. Когда я говорю фотоаппарат, я имею в виду, что у него тоже есть функция записи. Просто снимок нужен только для того, чтобы зафиксировать готовое изделие для памяти. Можно использовать тот же мобильник. Причём, сразу в двух функциях: включить секундомер и параллельно вести запись. Заснять процесс хронометража на камеру, потом перекачать его на компьютер и обработать в спокойной обстановке — удобно и обеспечивает высокую степень достоверности. Здесь тоже есть несколько советов.
Во-первых, не забудьте проверить уровень зарядки. Делать это надо не перед выходом на хронометраж, а раньше, чтобы успеть его зарядить. Иначе можно загубить хронометраж.
Во-вторых, приучите себя сразу после хронометража перекачивать данные на компьютер, а с камеры запись удалять. Иначе на следующий хронометраж памяти может не хватить. Он опять же будет сорван.
В-третьих, имейте ввиду, что объём памяти одного файла тоже может быть ограничен. Это при том, что свободная память ещё есть. Можете потерять «кусок» хронометража. В моём фотоаппарате объёма памяти хватало на 30—35 минут записи, дальше он зависал, и файл не сохранялся в памяти. Поэтому через 30 минут нужно было закончить запись и начать новую. Чтобы не пропустить момент, можно установить будильник.
Кстати, даже если использую камеру, секундомер всё равно запускаю. В камере тоже фиксируется время, но по указанным причинам оно будет прерываться, в отличие от рабочего процесса, который тем временем будет продолжаться. Секундомер не просто не помешает — он также необходим, как и в работе без камеры. Московское время также полезно фиксировать. Оно не только поможет сориентироваться в случае «отключки», но и будет контролем правильности данных, полученных на секундомере.
Для записи можно использовать и стационарную камеру наблюдения. Особенно, если камера — беспроводная, и её можно переставлять. Правда, здесь есть минус: рабочий или его работа иногда пропадают из поля зрения.
Если вы не видите, что рабочий делает, но видите, что работает — это полбеды. Зная технологический процесс, можно догадаться, какая была операция. Гораздо хуже, когда из кадра исчезает сам наблюдаемый.
Вот тут начина-а-ется!.. «Как вы можете определить, работал я или нет?! Дисковая пила на экране не видна! Откуда вы знаете, курить я пошел или резать? А может, у меня вопрос возник, и я к технологу пошел посоветоваться…»
Да вижу я, вижу на экране, как шевелится провод от этой самой пилы. В тот момент, когда диск пилы доезжает до конца стола, камера вздрагивает. Значит, — режет, а не курит.
На самом деле, понять, ушел рабочий по личным делам или по работе, нетрудно. Если уходит по работе, то, как правило, не с пустыми руками — с заготовкой, с инструментом, да и вид озабоченный. Если порылся в своих вещах, взял сигарету и исчез — вряд ли пошел работать. Если просто ушёл с пустыми руками, с беззаботным видом и надолго — тоже по личным делам.
Что же касается вопросов к технологу, то рабочий должен его задать и, если ответ требует времени, вернуться на своё место и продолжать работать. Исчезновений на полчаса по этому поводу быть не должно.
Рабочий или его мастер возражают? Не спорьте. Повторите фотографию рабочего дня или хронометраж лично, не через камеру. Я не помню ни одного случая, чтобы время хронометража, проведённого лично, оказалось больше, чем время наблюдения через камеру — всегда меньше. И почему-то к технологу не было необходимости уходить на полчаса, и с рабочего места отлучаемся реже…
Ну, а если всё-таки есть сомнения по поводу того, отлучался наблюдаемый по работе или по личным делам, вопрос всегда решается в пользу «пострадавшего» — фиксируем это время как рабочее.
Как лучше делать хронометраж — с камерой или без камеры?
Ответ может показаться очевидным, но я всё-таки на него отвечу. Оба способа имеют право на жизнь. Иногда рука устаёт постоянно держать камеру в одном положении. Тогда я перехожу на «личный контакт» с фиксированием показаний и описанием операций в амбарной книге. Через некоторое время начинаю замечать, что слишком часто путаюсь, отвлекаюсь. Значит, пора возвращаться к камере. Если камера стационарная — тут проблема в том, что при обработке данных на компьютере сильно устают глаза. Чередование разных методов позволяет сбалансировать недостатки каждого из них.
Идём дальше.
С этого места я хочу возобновить практику повествования в вопросах и ответах.
Мы рассмотрели два вопроса: что такое хронометраж и что необходимо для его проведения. Давайте рассмотрим остальные вопросы.
Как правильно проводить хронометраж? Некоторые считают, что хронометраж — это разница времени окончания и начала работы. Причём, фиксирует оба времени сам рабочий. Почему это неправильно? Даже отвечать не хочу! Подумайте сами и перечислите по пунктам все последствия такого хронометрирования. Тем более, что мы только о них здесь и говорим.
Необходимо ли постоянное присутствие нормировщика в процессе хронометража? Да, необходимо. И не только потому, что рабочий сам может неправильно указать время, а ещё и потому, что из этого времени необходимо убрать всё лишнее.
Как видите, я ещё не ответила на первый вопрос, а уже задала второй. Нет, не забыла. Просто ответ на второй вопрос является частью ответа на первый.
Что является этим самым «лишним», которое надо убрать? Прежде всего, время на личные, пусть и микроскопические, дела: разговоры, приступы задумчивости, всякого рода почёсывания, сморкания и т.д.. Пусть на это уходят секунды, но таких секунд в процессе работы будет много. Когда вы их просуммируете, они превратятся в минуты, а то и в доли часов. Как раз тот случай, когда не надо думать о секундах свысока!
Но это ещё не всё. Строго говоря, в процессе хронометража фиксируется только операционное время. То есть: включение-выключение станка, подготовка инструмента, уборка рабочего места и многое другое, что не является временем операции, а обеспечивает её — всё выкидывается! Правда, то, что выкидывается, надо сортировать на личное и рабочее.
Как обрабатывается хронометраж? Хронометраж мало провести — его ещё надо обработать. Во-первых, хронометраж проводится на определённое количество одинаковых изделий (операций). Зафиксировали оперативное время, выкинули всё лишнее, усреднили данные. Что дальше? Поставим рабочему норму, равную оперативному времени, и пусть работает, как робот? Конечно, нет! Мы уже говорили о том, что, кроме оперативного времени, есть ещё и подготовительно-заключительное, и вспомогательное, время на уборку, на личные нужды. Конечно, всё это надо включить в норму времени.
Откуда брать ПЗВ, вспомогательное и прочее время? Возможно, на ваши работы нормировочных карт вы не нашли, но наверняка есть норматив на данный вид работ. Например, если деталь изготавливается на токарном станке, ищите норматив на токарные работы — причём именно для станков вашей группы; если хронометраж на сварку — ищите сварочный норматив для вашего типа сварки, и так далее. Найдите норматив и почитайте методические указания. Там вы обязательно найдёте рекомендации, какой процент добавляется на ПЗВ, вспомогательное время, время на уборку рабочего места, время на личные надобности. Вот почему нужны даже устаревшие нормативы. Добавьте все эти проценты к вашему оперативному времени.
Почему ПЗВ, вспомогательное и остальное добавочное время считается как процент, а не снимается в процессе хронометража? Время самой операции растянуть сложно (хотя и можно), особенно, если это станочные работы. А вот подать, принести — тут можно замедлить темп, можно добавить лишних движений. Ну, а если время отдыха брать из хронометража и не ограничивать, тут вообще раздолье будет! Поэтому составители нормативов приняли мудрое решение: усреднить добавочное время и подсчитать его как процент от основного.
Как правильно усреднять результаты? Казалось бы, тут и вопроса нет: все результаты складываем и делим на количество проведённых хронометражей. Возможны ли другие варианты?
Вот вам пример. Допустим, нам надо хронометражём определить время доставки детали — неважно, куда. И вот рабочий нёс-нёс детальку, да и уронил. А деталька-то — круглая, взяла и закатилась под самый дальний стеллаж — далеко-далеко, глубоко-глубоко… Всем цехом потом эту детальку до конца рабочего дня доставали…
Это, конечно, метафора. Метафора, символизирующая редкое из ряда вон выходящее, но всё-таки вероятное событие. Надо ли включать время доставки этой детали в усреднение?
Необходимо подсчитать вероятность повторения такого события. До того момента, когда оно повториться, могут пройти годы. У нас столько времени нет. Придётся прикинуть.
Вероятность повторения события, описанного выше, ничтожно мала, и ею можно пренебречь — то есть, не учитывать.
Возьмём более вероятное событие. Допустим, деталь упала, но не закатилась. Такое событие может случиться с каждой сотой деталью — это мы прикинули. Тогда хронометражное время доставки этой детали нам надо разделить на 100, а затем уже суммировать.
Такие рассуждения выдают во мне человека с логическим складом мышления. Человек с математическим складом ума вместо размышлений написал бы формулу. Правда, формула, простая по сути, по виду показалась бы очень «ветвистой», и отпугнула бы «логиков», которые составляют большинство. Обычно они не хотят вникать в формулы. Вот почему у нас процветает потолочное нормирование!
Что касается нормирования, здесь бывает два вида формул: полученные эмпирическим путём и простые формулы. Эмпирические формулы — это формулы кривых, полученных путём построения графиков по результатам хронометражей. В них вникать не надо. Остальные формулы вполне доступны для объяснений.
Чтобы в этом убедиться, давайте попробуем сами написать формулу определения нормы времени по хронометражным данным.
Топ.=sumТi/Ni/n,
где Топ — норма времени, определённая хронометражным путём
Тi — время хронометража i-того изделия (операции)
Ni — степень вероятности повторения времени i-того изделия (операции); если при проведении хронометража не было отклонений от техпроцесса, то N=1;
n — число проведённых хронометражей
i — порядковый номер изделия (операции); i=1…n
Представьте, если бы я начала свой рассказ об усреднении с такой формулы. Уверена, что большинство читателей её бы просто пропустили. А теперь, я думаю, всё понятно.
К чему это я рассказываю о формулах? К тому, что в них разобраться можно и нужно. Не надо этого бояться. Когда вы поймёте суть, воссоздать формулу можно самостоятельно.
Как надо правильно фиксировать показания? Тоже кажется, всё понятно. Засекаем начало операции и окончание. Вычитаем первое из последнего. Получаем операционное время.
Действуя таким образом, вы можете впоследствии столкнуться с тем, что рабочий ваши нормы ни при каких обстоятельствах не выполняет. Особенно это касается больших партий мелких изделий. В чём дело?
Дело в том, что между окончанием работы с одним изделием и началом работы со следующим есть некая пауза. Вроде бы, следующее действие ещё не началось, но и бездействия нет. Когда вы фиксируете время с начала и до конца на одно изделие, эта пауза выпадает. Для того, чтобы она не выпадала, нужно снимать несколько показаний подряд, а потом полученное время делить на количество показаний.
Сколько показаний нужно снимать? Этот вопрос вызывает много споров. Вообще-то существует формула для расчёта количества показаний, выведенная эмпирическим путём. Как все эмпирические формулы она очень громоздкая. К тому же показания рекомендуется снимать в разное время суток с разных рабочих.
Эти правила нужно соблюдать, если есть возможность. Но по своему опыту скажу, что в единичном и мелкосерийном производстве она не всегда есть. Иногда ассортимент изделий очень широк, и вам понадобятся годы, чтобы снять для каждого из них нужное количество показаний.
В машиностроении, судостроении для получения результата рекомендовалось десять наблюдений. На это количество была рассчитана форма бланка хронометража. Когда я работала в швейном производстве, меня пытались убедить, что десять показаний — это мало. Нужно сорок. Кто прав?
Давайте прикинем. Если пошив одного изделия в среднем составляет 15 минут, то на пошив 40 изделий у нас уйдёт 600 минут или 10 часов. Первый, кто начнёт «халтурить» на таких хронометражах — это нормировщик. Он не будет сидеть 10 часов. Либо рабочий будет фиксировать время сам, либо какое-то время останется без наблюдения. Завышенная норма гарантирована.
Иногда время одной операции составляет несколько секунд. В этом случае фиксировать показания через 5—10 действий просто не успеть. Возможно, понадобится даже не 40, а 100 операций подряд, чтобы получить результаты.
Короче говоря, чтобы определиться с количеством операций для снятия показаний, нужно рассуждать логически.
А как быть с разными рабочими в разное время суток?
Исходя из собственных наблюдений, я сделала такой вывод: разница между максимальным и минимальным показаниями у разных рабочих не должна превышать 10—15 процентов — независимо от того, сколько показаний вы сняли. Почему так? Давайте разберёмся.
Если разница в показаниях очень велика — что это может означать? То, что один из рабочих — недосягаемый асс, уникальный в своём роде. Бывает и такое. Но чаще бывает другое: из ряда вон выходящим является не «верхнее», а «нижнее» показание, которое говорит о недостаточном профессиональном уровне рабочего, о его нерадивости или о том, что рабочий просто хитрит. Каким образом? Намеренно замедляет темп везде, где это возможно, делает ненужные движения и так далее. Насколько таким образом можно увеличить норму?
Приведу конкретный пример. На одном из предприятий, где я работала, для станка с ЧПУ на подготовительно-заключительное время стояла норма: 8 часов. Мотивировалось это тем, что рабочий не только вводит данные самостоятельно, но и пишет программу.
Я пришла делать хронометраж. Рабочий был настроен доброжелательно — с таким труднее спорить. Сейчас даже не помню, чем он занимался первые два часа — что-то убирал, наводил порядок. Потом он сказал, что будет писать программу. «А разве она не написана — ведь деталь вроде серийная, постоянно в работе…» — спросила я. Был ответ: «Я её потерял».
Дальше он сел за стол, взял ручку и стал смотреть на лист бумаги с очень серьёзным видом. Сидеть, уставившись на него, было как-то некомфортно. Произошло то, о чём я уже говорила — халтурить начал нормировщик. Я махнула рукой и ушла, спросив, когда подойти. Велели через два часа.
Когда я пришла через два часа, он всё ещё сидел над листом бумаги с серьёзным видом. Потом он сказал, что будет вводить программу. Не спеша встал, прибрал на столе, полез в шкаф, долго там что-то перекладывал, потом также не спеша подошёл к станку. Сначала долго, озабоченно смотрел в свой листочек, затем также долго, озабоченно смотрел на пульт, нажимал кнопки, потом опять переводил озабоченный взгляд на листочек, долго смотрел в него — и так далее всё циклически повторялось.
Я обратила внимание, что он периодически по много раз нажимает одну и ту же клавишу. Мне это показалось странным, но я решила, что так надо.
Проговорился сам рабочий — думал, я понимаю, что это может означать. «Станок старенький, может произойти сбой. Поэтому я забиваю пустые шаги, чтобы замедлить процесс»… «И увеличить норму!» — дочитала я его мысли. Хронометраж закончится, и программа будет введена по новой; количество пустых шагов уменьшится минимум вдвое, как и время выполнения программы. Это позволит хитрому рабочему и отдохнуть, и заработать.
Конечно, на написание программы время требуется, и немалое — если программа пишется в первый раз. Но речь шла о самом популярном изделии. Программа написана сто лет назад и вводилась сотни раз. Но никого не интересовал вопрос, чтобы написанная программа хранилась.
Главное — и возразить нечего, потому что с хронометража сама сбежала. Очевидно, и до меня хронометраж делался также. Но даже при всём при этом у меня ПЗВ получилось 6 часов, а не 8. Хотя на самом деле оно должно уложиться в 30—40 минут. С этим ПЗВ хитрый рабочий фактически устраивал себе выходной день.
Рассказанный пример не только показывает, как можно «раздуть» норму, но и даёт повод задуматься, что обойдётся дешевле: взять лишнего наладчика и программиста (хотя, может, этого и не нужно) или отдать их функции рабочему?
Поэтому, если снятые показания расходятся более, чем на 15% — не верь глазам своим. Есть такое понятие — напряжённость норм. Нормы должны быть напряжёнными. Тысячу раз проверь, если хочешь включить такие данные в усреднение. Нет такой возможности — бери лучший результат и добавляй к нему 15%. Нет возможности снять столько показаний, сколько рекомендуется, сделай столько, сколько возможно — пусть даже одно. Видишь, что рабочий проявляет сноровку — добавляй к полученному оперативному времени 10—15%. Сноровки нет — бери за основу «голое» оперативное время. Это будет ближе к правде, чем слепое усреднение всех полученных показаний.
Сейчас не на всех предприятиях рабочие имеют разряд. Чем выше разряд — тем выше квалификация и, соответственно, зарплата. Поэтому рабочие стремились повысить разряд. Чтобы повысить разряд, нужно было сдать экзамен. На соответствие проверялось не только качество, но и время выполнения работы. Если рабочий выполнял работу качественно, но не укладывался во времени, он экзамен не сдавал, и ни на кого при этом не обижался.
Поэтому ещё раз подчеркну, что разница между максимальным и минимальным временем хронометража не должна превышать 10—15 процентов. Это не только выход из положения, когда невозможно снять нужное количество показаний, но и контроль напряжённости норм. Слишком большой интервал между «лучшим» и «худшим» показаниями, взятый за основу при усреднении, позволит хорошему рабочему не напрягаться, а плохому — не стремиться к совершенствованию.
Какова должна быть точность снимаемых показаний? Когда на семинаре я рассказывала про свои методики, мне задали вопрос: могу ли я ручаться за точность своих норм? Дело не в том, могу или не могу, а в том, нужно это или не нужно. Человек — не машина. Вероятность того, что он дважды покажет совершенно одинаковый результат, стремится к нулю. Нужна ли здесь точность?
Однако, если мы посмотрим в карты нормативов, мы увидим, что большинство значений в минутах имеют два знака после запятой. Откуда они берутся? Замеры времени производились какими-то суперточными приборами?
Конечно, нет. Такая точность получается при усреднении — во-первых, а во-вторых — из-за того, что мы замеряем время многократного выполнения операций подряд и делим его потом на количество замеров.
Признаюсь даже в одном грехе: в машиностроении, в единичном и мелкосерийном производстве на хронометражах я не пользовалась секундомером — измеряла время в минутах по часам. Если изделие делается в единственном числе и время изготовления — длительное, то этого вполне достаточно.
Если работу выполняют несколько человек, хронометражное время надо делить или умножать на количество исполнителей? Этот вопрос мы уже рассматривали, когда знакомились с методическими указаниями к нормативу. Только здесь ситуация будет обратная: если работу выполняют более одного человека, то полученное операционное время нужно умножать на количество исполнителей. Правда, тоже есть оговорки.
Допустим, официально работа поручена бригаде из 5 человек. В этом случае хорошо наблюдения проводить через стационарную камеру. Просматриваете вы запись с камеры и видите, что работают только двое, остальные — стоят, разговаривают. Иногда делают совершенно другую работу. Или работа поручена двоим, но фактически работает только один. Второй стоит и, опершись на стол, наблюдает. Только иногда подключается, когда надо что-то громоздкое перетащить к другому месту. Мастер, конечно, хочет, чтобы вы умножили ваши результаты на всю бригаду. Не делайте этого! Только на то количество человек, которое работает в данный момент.
Что значит в данный момент?
Если работу выполняет бригада, то хронометраж оформляется в таком виде:
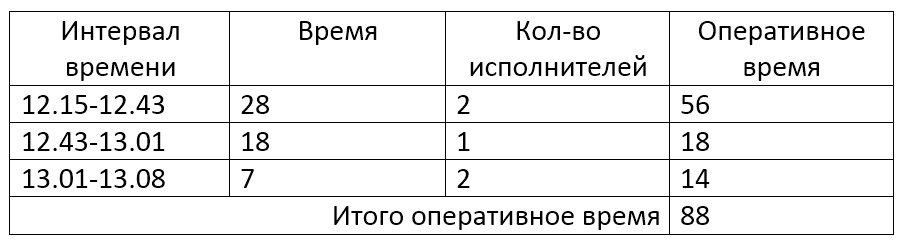
Ваша задача проставить интервал времени и количество рабочих, остальное считается по формулам.
Но тут появляется ещё один вопрос. Допустим, сборщик соединил детали, помог сварщику сделать прихватку. Дальше сварщик варит, а у рабочего — перерыв на 10 минут. Надо ли это время включать в норму сборщику? Бывает наоборот: пока сборщик раскладывает и соединяет детали, сварщик сидит, ждёт. Надо ли включать время ожидания в норму сварщику?
Опять рассуждаем логически. 10 минут — это время, которое рабочий может использовать на личные нужды, которые в норму включены. Или этого времени достаточно, чтобы переключиться и сделать другую небольшую работу, которую ему может поручить мастер и за которую, соответственно, будет заплачено отдельно. Если время ожидания — 3 минуты, то здесь уже ничего не успеть. Надо включать. Если время ожидания — 5 минут, тут надо смотреть по обстоятельствам. За это время рабочий может, например, навести порядок на рабочем месте, пусть даже не в полном объёме. В этом случае — не включаем. Если нормировщик убедится в том, что работы на это время действительно нет — включаем. Однако, если мастер на это время мог поручить какую-то работу, но этого не сделал — время ожидания в норму не включается, даже как вынужденный простой. В этом случае рабочий сам потребует, чтобы ему дали работу.
Кажется, это всё, что я хотела рассказать о проведении хронометражей. Остаётся только добавить, что всё вышесказанное относится к единичному и мелкосерийному производству. Для средне- и крупносерийного производства к оперативному времени, полученному хронометражным путём, добавляется процент только на уборку и личные надобности. ПЗВ и Твсп. тоже хронометрируется, но фиксируется отдельно от оперативного времени.
Теперь поговорим о необходимости проведения хронометражей.
Руководители, у которых не было нормировщика, но они собираются его нанять, рассуждают по одному стереотипу, который укладывается в несколько пунктов:
1) нормирование не требует специальных знаний — оно понятно всем;
2) правильную норму покажет только хронометраж, нормативы — ерунда;
3) норму не надо рассчитывать, достаточно её прикинуть «самым грубым образом».
Исходя из первого пункта, руководитель считает, что он лучше нормировщика знает, что нужно делать. Если нормировщик не соглашается, то это потому, что не хочет работать, обманывает. Здесь главное проявить настойчивость, показать, что ты — начальник, и у тебя не забалуешь.
Исходя из второго пункта, руководитель даёт указание — дать нормы на всю номенклатуру, что в его понимании означает: сделать на все изделия хронометражи.
Вот вам типичная картина, которая начинает после этого разворачиваться. Дана команда определить трудоёмкость на изделие, которое состоит из 14 деталей — самое простое, кстати. Большинство деталей обрабатывается более, чем на одном станке. Эта работа записывается нормировщику в план, назначается срок выполнения.
Строго говоря, дело нормировщика — провести хронометраж. Ему должны сказать, куда и когда он должен для этого приходить. Его должны представить мастеру, а мастер должен представить его рабочему. Однако, ничего подобного не происходит. Нормировщик докладывает об этом директору, но директор наладить процесс не может. В результате дело зависает, результатов нет.
Вот другой пример. Номенклатура — более 200 наименований. Каждое изделие изготавливается на нескольких видах оборудования разными рабочими. Время изготовления одного изделия выражается в часах. Каждое изделие, пройдя очередную операцию, ещё некоторое время «полежит», дожидаясь своей очереди. Сколько понадобится времени, чтобы сделать все хронометражи? Сколько будет отложенных недоделанных полуфабрикатов, поставленных на ожидание? Путаница неминуема. Это на словах кажется всё просто, а дело зайдёт в тупик. Не верите? Что ж, проверьте. Только мне вашего потерянного времени жалко, и нормировщика жалко…
Не задумывается начальник и о том, может ли нормировщик изо дня в день стоять на хронометражах. Хронометраж — это неприятная, утомительная работа. Чтобы это понять, нужно самому попробовать. Ни один человек, даже самый добросовестный, не сможет днями стоять и делать хронометражи так, как их надо делать — ни один! Такие доводы руководители слышать не хотят. Результат? Нормировщик начинает халтурить: записывать время со слов рабочего, «сочинять» хронометражи на бумаге. В конце-концов, он всё равно запутается. Просто «нарисует» нормы и отдаст. Начальник потом будет удивляться: почему на такие похожие изделия так отличаются нормы?
Но ещё чаще происходит другое: нормировщик не выдерживает и уходит, и дело остаётся заброшенным.
Уважаемые руководители! Вам же не приходит в голову давать указания, например, технологу, чтобы он не пользовался специальной литературой, составляя технологию, а шёл к рабочему, сидел и смотрел, как делается работа. Почему такое указание можно дать нормировщику? Дайте задание — он сам разберётся. Не берите на себя функции нормировщика — берите хорошего нормировщика.
Если нужны хронометражи, начальники всех рангов норовят свалить на нормировщика работу по их организации. «А вы подойдите к рабочему сами», «Почему бы вам самому не пройтись по цеху и не посмотреть, кто сейчас делает нужное вам изделие?», «А вы что — боитесь?». При этом признаваться не хотят, что боятся сами.
Психологический практикум для начальников: вы — нормировщик. На работу вас приняли недавно. Вам дано указание делать хронометражи. Вы обратились к начальнику за помощью, чтобы он организовал вашу работу, но он предложил вам сделать это самостоятельно. Вы идёте на участок, ищете, к кому бы обратиться, чтобы для начала объяснить, что вам надо, прекрасно понимая, какую реакциюэто вызовет…
Стоп, достаточно. Если вы действительно попытались погрузиться в ситуацию, наверняка уже испытали неприятные ощущения.
Забыла сделать одну оговорку: вы — добросовестный нормировщик. Если у вас нет привычки принимать всё близко к сердцу, в том числе и работу, то, столкнувшись с первым же препятствием, дальше начнёте хитрить.
Второй практикум — скорее, логический. Вы — руководитель. Собираетесь отдавать приказание делать хронометражи на все изделия. Вот тут как раз тот случай, когда для прикидки трудоёмкости понадобится опыт. Подумайте, сколько изделий в вашей номенклатуре, сколько времени примерно уходит на выпуск одного изделия, сколько людей принимает участие в изготовлении одного изделия, есть ли перерывы, ожидания. Прикиньте, сколько времени на это должно уйти. А теперь представьте, что вы — нормировщик, и эту работу придётся делать вам самому… Может быть, такой практикум перед тем, как отдать указание, поможет предотвратить неминуемую тупиковую ситуацию?
Если будете злоупотреблять хронометражами, дело зайдёт в тупик или нормы не будут отражать реальность. Нормативы созданы не зря, и создавали их люди, не глупее остальных.
Но ведь моя цель — не просто рассказать о проблемах, а найти пути их решения. Поэтому. Как говорят в народе, «слушайте сюда».
Как правильно организовать проведение хронометражей? На самом деле задача нормировщика — провести хронометраж, то есть он должен прийти в назначенное время и в назначенное место, как мы уже говорили. Кто должен организовать работу нормировщика?
Видите — вопрос выделен? Это означает, что прежде, чем читать дальше, попытайтесь сами ответить на него.
Теперь я вам скажу своё мнение. Главные организаторы проведения хронометражей — начальник нормировщика и директор предприятия. Вместе они решают, какой именно участок работ или какие изделия будут выбраны на данном этапе. Далее начальнику цеха даётся указание составить график проведения хронометражей. После этого выпускается приказ. В приказе должны быть отражены все сроки и все ответственные: за график отвечает производство (скорее всего, диспетчер), за проведение хронометражей отвечает нормировщик и технолог, который должен выходить на хронометражи вместе с ним, за обработку полученных данных отвечают нормировщик и экономист. Начальник цеха обязан на совещании представить нормировщика мастерам и объяснить, какую работу он будет проводить. В день проведения хронометража нормировщик с технологом подходят к мастеру, мастер приводит их к рабочему, который должен быть уже предупреждён о предстоящем хронометраже. Если рабочий и нормировщик не знакомы, мастер должен представить их друг другу. И мастера, и рабочие на административном уровне должны быть предупреждены, что они несут ответственность за срыв хронометражей. В чём может быть «виновато» производство? Не предупредили и не согласовали изменения в графике проведения хронометражей, препятствовали выполнению работы, грубо или некорректно себя вели по отношению к нормировщику. Например, нормировщик с технологом пришли на хронометраж, а рабочий отказывается сотрудничать с ними с формулировкой типа «мне это не надо». Или мастер будет от них отмахиваться, как от назойливых мух, мотивируя это повышенной занятостью. Помните: как только производство увидит новые нормы, они сразу побегут жаловаться на нормировщика по любому поводу. Здесь многое зависит от директора — проявит он твёрдость или прислушается к жалобам. Администрация должна взять нормировщика под свою защиту.
Мне могут возразить, что сегодня есть фирмы, которые оказывают услуги по созданию нормативов. Делают это, как правило, посредством хронометражей. Получается, что хронометражи — их ежедневная работа. Как же они справляются?
Делать хронометраж трудно не физически, а психологически. Во-первых, работники такой фирмы придут в цех по распоряжению директора. Это та самая поддержка, которую редко предоставляют нормировщику. К ним и относиться будут иначе.
Во-вторых, эти люди составят норматив и уйдут. Им не надо будет сталкиваться с рабочими, которым они урезали нормы, изо дня в день. По этой причине они, обычно, торопятся покинуть предприятие. Об этом мы ещё поговорим.
К слову о таких фирмах, приведу пример. Неоднократно слышала о предприятиях, которые пользовались услугами организаций, составляющих нормативы. Заканчивалось всегда одинаково: проводились хронометражи, составлялся норматив, его клали на стол, составители уходили, и норматив больше никогда не открывался.
Это всегда сообщалось с ухмылкой: вот, мол, оно, ваше нормирование — никому не нужно; мы сами знаем, какие нормы давать. Так ли это?
Нет, не так. Кто же будет давать нормы по нормативу, если разрешается их брать «с потолка»? И кто проверял, что во втором случае они вернее? Дело явно не доведено до конца. Составители нормативов должны были показать, как ими пользоваться, а руководитель предприятия должен был издать приказ: в такие-то сроки с нормативами ознакомиться и с такого-то числа и навеки нормировать только по нормативам.
Я слышала о нормировщиках, которые днями просиживали на хронометражах там, где тепло и уютно — лучше, чем на рабочем месте. Это был хороший повод смыться с глаз начальства. В части того, что нормировщики не любят ходить на хронометражи, такой пример с моим мнением расходится, а в части результатов — нет. Результаты были предсказуемо халтурными, ибо не за ними нормировщик приходил.
Совершенно не считаю, что нормировщик виноват: он в точности выполнял указание начальства. А начальство всегда лучше нормировщика знает, как он должен давать нормы.
Профессиональный нормировщик прежде всего пользуется нормативами. Конечная цель хронометражей — создание нормативов, а не определение норм.
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ ПО ПРОВЕДЕНИЮ ХРОНОМЕТРАЖА
К сожалению, даже электронный вариант книги не позволяет включить в неё видеоролик. Ничего страшного, если с вами компьютер. Просто пройдите на страничку моей книги, если вы скачали её оттуда. Если нет — вот вам ссылка на неё: https://ridero.ru/books/normirovanie_segodnya/. Или просто наберите в строке поиска «Анна Маркова Нормирование сегодня» — и я «выскочу».
Несколько слов о видеоролике. Пока не было возможности заснять и проанализировать хронометраж непосредственно на производстве. Поэтому пришлось его смоделировать своими силами в домашних условиях. О тех, кто мне помогал это сделать, вы тоже прочтёте на моей страничке.
Итак, пройдите на мою страничку, посмотрите видеоролик и давайте работать дальше.
РАБОТА С ХРОНОМЕТРАЖОМ-ВИДЕО (ОБЕРНУТЬ КНИГУ)
Просмотрев видео достаточное количество раз (можно в ускоренном режиме), ответьте на следующие вопросы.
Что является заготовкой — лист бумаги, обложка или книга?
Какие действия составляют операционное время?
Что является подготовительно-заключительным временем, и присутствует ли оно на видео?
Что входит в состав вспомогательного времени?
Что однозначно должно быть исключено из времени хронометража?
Чтобы взять телефон, работница откладывает ножницы, а потом снова их берёт для продолжения работы. Надо ли засчитывать это время?
Какую ошибку в работе совершила работница, оборачивая вторую книгу?
Для исправления ошибки пришлось снова взять ножницы, клей, обрезать углы и отложить ножницы, клей. Надо ли эти действия включать во время хронометража?
Какое ещё время, кроме перечисленных, вы видите на видео в хронометраже?
Подготовительно-заключительные работы присутствуют на видео в полном объёме?
Вспомогательные работы полностью присутствуют на видео?
Можно ли сделать общий хронометраж, не разделяя Топ, Твсп. и ПЗВ?
Почему оборачивание книги разделяется на несколько этапов, а не оборачивается одна книга от начала и до конца?
ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ
Определить Тшт, не разделяя на виды времени.
Определить Топ.
Определить Твсп.
Определить % на ПЗВ и % на ВУ
ОТВЕРЫ НА ВОПРОСЫ
Заготовка — это то, что в результате работы видоизменяется. Изменится ли сама книга после завершения рабочего процесса? Нет. Обложка — это окончательный вид, который примет лист, после того, как им будет обёрнута книга. Значит, заготовкой является лист.
Операционное время, т.е. процесс видоизменения листа, будет состоять из трёх этапов: загибание краёв листа по формату книги, обрезание углов, окончательное оборачивание с подклейкой.
Подготовительно-заключительное время на видео присутствует. Это, когда мы берём стопку книг с места их хранения и перекладываем её на рабочий стол, открываем клей. Точно также берём стопку листов с места хранения и перекладываем её на рабочий стол.
Вспомогательное время — это: взять/отложить ножницы, взять/отложить клей на каждом этапе обёртывания. Взять\отложить книгу — тоже можно отнести к вспомогательному времени, но так как эта работа не выполняется отдельно от основных работ и к тому же зависит от параметров книги, мы включим её в состав операционного времени.
Однозначно из хронометража исключается телефонный разговор.
Данные действия являются вспомогательным временем, но вызваны перерывом на личные работы. Поэтому должны быть из времени хронометража исключены.
Она забыла обрезать концы бумаги с одной стороны.
Естественно, человек — не автомат, и какие-то ошибки может совершать в процессе работы. Включать или не включать время устранения ошибки в хронометраж — следует рассматривать для каждого случая индивидуально. Если у нас есть возможность сделать несколько хронометражей, то усреднение результатов, с одной стороны — «погасит», а с другой стороны — учтёт вероятность этой ошибки. Но в любом случае время на ошибки не должно превышать 15% от хронометражного времени без ошибок. В нашем случае оно составит 10% — чуть больше. Поэтому принимаем решение его оставить.
Время на уборку.
Нет. В данном случае подразумевается, что после хронометража работа будет продолжена. Поэтому здесь не показано, что после окончания работы клей необходимо закрыть — это заключительное время. В данном случае оно будет таким же, как время, потраченное на открытие клея. Поэтому просто не забудем его добавить при окончательной обработке. Кроме того, возможна ситуация, когда закончится клей, бумага, листы. Влияет ли это на ПЗВ, зависит от того, сам исполнитель пойдёт в кладовую за этими материалами или их ему подносит вспомогательный рабочий. Возможно, некоторое время надо добавить на вызов вспомогательного рабочего. Более точный состав подготовительно-заключительного времени выясняется при помощи ФРД.
Бывает так: рабочий работает весь день, добросовестно, не превышая времени, отпущенного на отдых, а в дневную выработку не укладывается. Делаем повторный хронометраж — установленная норма подтверждается. В чём дело? Дело в том, что не все работы в процессе хронометража были учтены. Есть такие работы, которые делаются несколько раз в день, и в хронометраж каждого изделия не попадают. Например, клей мы откроем и закроем один раз за всю смену. Возможно, у нас закончатся листы, книги, и нужно будет либо идти за ними, либо вызвать вспомогательного рабочего. Возможно, партию книг нам нужно будет упаковать в коробку. Тогда время упаковки надо будет разделить на количество книг в упаковке и уже тогда добавлять к хронометражу. Ответ на вопрос, все ли работы в данном хронометраже учтены, вы получите, сделав фотографию рабочего дня (ФРД). Как её делать — описано в одноимённой главе моей книги. Если выявлены неучтённые работы — добавьте их в хронометраж или включите в процент на эти работы.
Скорее всего, не только можно, но и придётся на первых порах, так как вы не сможете сразу во время хронометража зафиксировать полностью техпроцесс. Если у вас маленькая номенклатура, можете на этом и остановиться. Не забывайте только исключать личное время и добавлять процент на него к хронометражному времени. Однако при большой номенклатуре вы скоро сами убедитесь, что на все изделия провести хронометражи нет возможности. В этом случае вопрос разделения времени по пунктам технологического процесса возникнет и произойдёт сам собой. После проведения нескольких хронометражей вы сможете разделить работы по пунктам, определить, какие работы к какому виду времени относятся, время на какие работы будет меняться в зависимости от параметров изделия, а на какие — оставаться неизменным. Проанализировав все эти данные, вы выстроите определённую систему, как работать дальше. Подробнее об этом читайте в файле «Анализ хронометража…» и «Алгоритм обработки хронометража».
Если каждую книгу оборачивать от начала до конца, а потом приступать к следующей, это займёт больше времени. Организация труда должна быть такой, чтобы затраты времени были минимальны. Часто рабочий самостоятельно изменяет технологическую последовательность. Иногда просто хитрит, чтобы норма получилась побольше, иногда на это есть независящие от него причины. В любом случае из нормы все отклонения должны исключаться.
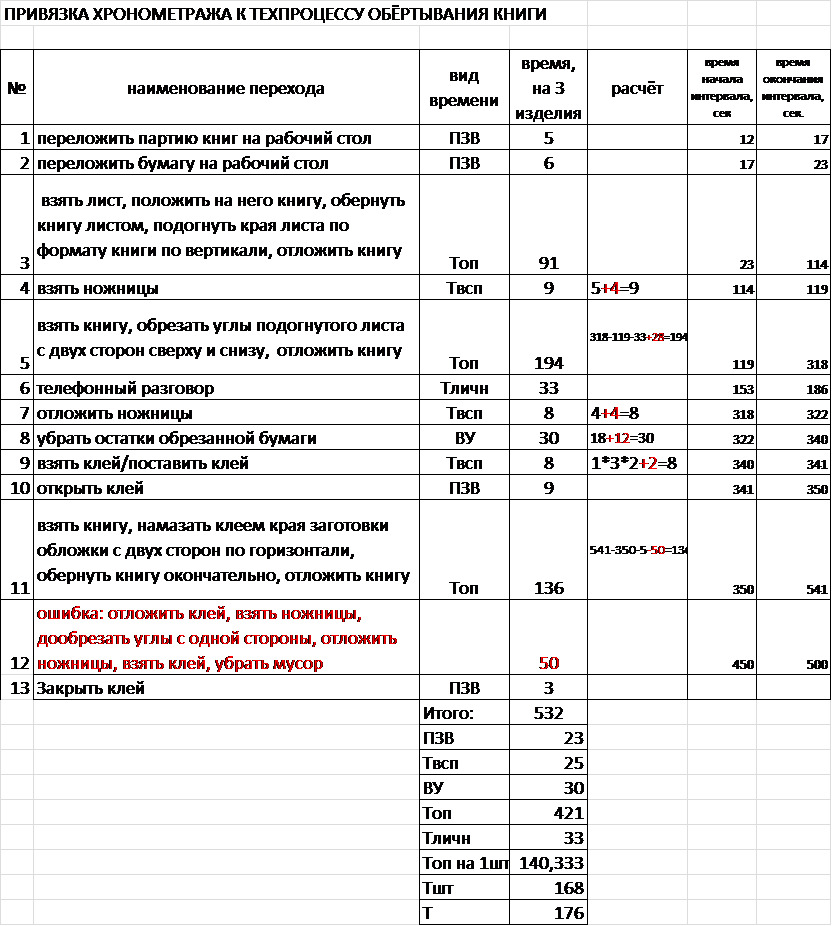
АНАЛИЗ ХРОНОМЕТРАЖА
ВОССТАНОВЛЕНИЕ ТЕХПРОЦЕССА ПО ХРОНОМЕТРАЖУ
РАСЧЁТ НОРМЫ ВРЕМЕНИ ПО ХРОНОМЕТРАЖУ
Предисловие перед предисловием. Если вы читали мою книгу, то уже знаете основной принцип работы с материалом: читать не меньше 2-х раз. После первого прочтения вам покажется, что всё настолько муторно и запутанно, что вникнуть в это невозможно. Прогуляйтесь и прочтите ещё раз. После второго прочтения материал вовсе не покажется безнадёжным, и вы уже сами определите, надо ли прочесть его ещё раз.
Теперь — предисловие.
Сразу договоримся: если поднести стрелку мышки к перемещающемуся движку (планка под кадром), на ролике с хронометражом, он покажет нам текущее время. Но нам будет показано целое количество минут плюс секунды. Мы для удобства переводим время полностью в секунды.
Слева в таблице приведены пункты техпроцесса, с правого края — данные хронометража (интервалы времени выполнения работы). Однако время выполнения работы не всегда совпадает с интервалом хронометража. Там, где не совпадает, надо внимательно прочесть комментарии, приведённые ниже.
Работа начинается с момента, когда работница протягивает руки, чтобы взять книги — это 12-я секунда от начала ролика. На момент окончания деятельности время демонстрации ролика — 9мин.01сек или 541секунда. Таким образом, общее время хронометража составит:
541—12=529 сек.
К этому времени мы добавим ещё время на закрытие клея, который будет закрыт в конце дня и, следовательно, на ролике отсутствует. Прикинем, что оно составит 3 секунды. Тогда хронометражное время получим:
529+3=532 сек.
Эта цифра у нас и должна получиться в результате сложения всех пунктов хронометража. Если не получается, ищем ошибку.
Предисловие закончилось.
Из полученного времени — 532 сек. — уберите телефонный разговор и добавьте процент на отдых. Если у вас мелкосерийное производство и маленькая номенклатура — можете считать, что норму вы рассчитали. Я даже не хочу утруждать себя данным расчётом — справитесь сами. Работайте также с остальными изделиями. Если рабочий в ваши нормы не укладывается — делайте ФРД, добавляйте недостающие компоненты. Об этом мы говорили в «Вопросах к хронометражу».
Если у вас большая номенклатура — читаем дальше.
В процессе хронометража работница допустила ошибку — она отражена в пункте 12. Мы с вами приняли решение, что её надо учесть в норме. Работы «ошибки» закрашены красным цветом. Но так как в её состав входят разные виды времени, то нам удобнее разбить общее время ошибки на составляющие и добавить к одноимённым работам в техпроцессе. А общее время ошибки вычесть из результата. Например, мы видим: чтобы исправить ошибку, нам придётся ещё раз взять и отложить ножницы. Такие строки у нас в техпроцессе уже есть. Найдём их и добавим к ним время, затраченное на эту работу во время исправления ошибки. Чтобы не запутаться, выделим добавленные данные красным цветом. Кроме этого во время устранения ошибки пришлось ещё раз взять\поставить клей, сделать опять уборку и закончить оборачивание книги. С этими работами поступим аналогичным образом. Посмотрите в техпроцесс — вы всё это увидите.
Примечание. Прочтите внимательно предыдущий абзац ещё раз. Читайте до тех пор, пока не разберётесь. Это не сложно, но требует внимания.
Бесплатный фрагмент закончился.
Купите книгу, чтобы продолжить чтение.