
Бесплатный фрагмент - Бережливое производство для руководителей
От автора
Уважаемый читатель, в настоящее время всё большую популярность приобретают различные методы повышения эффективности производства и управления им. То, что вы читаете эту книгу — частичное тому доказательство. Всё больше руководителей различных рангов осознают пользу и необходимость внедрения инструментов и методов Бережливого производства, и меня радует, что наше правительство начинает активно поддерживать его внедрение. В связи с этим возникает потребность в небольшом и информативном методическом издании, способном просветить основные подходы к внедрению Бережливого производства с точки зрения управления. Это особенно важно, т.к. успех любых улучшений зависит в первую очередь от отношения и заинтересованности руководителя.
Необходимо сразу отметить, что в настоящей книге приведён далеко не исчерпывающий перечень принципов, методов и инструментов Бережливого производства. Здесь вы встретите то, что необходимо знать руководителю на начальной стадии внедрения. Более сложные принципы, методы и инструменты описываются в продолжении данной книги: «Бережливое производство для руководителя. Продвинутый уровень». Подобное разделение необходимо для обеспечения последовательности внедрения Бережливого производства, а также для экономии времени самого руководителя, что не менее важно.
Настоящая книга описывает принципы, методы и инструменты Бережливого производства с точки зрения того минимума знаний, который необходим руководителю для успешного руководства процессом изменений в его зоне. В настоящей книге вы не найдёте детализации работы определённых методов и инструментов, эту информацию можно почерпнуть, прочитав книги из раздела «Библиография». Большое внимание в настоящей книге уделено философии Бережливого производства и культурным преобразованиям в организации, т.к. по моему твёрдому убеждению, успех обеспечивается правильной культурой в коллективе, и лишь затем применяемыми инструментами.
Книга будет полезна не только высшим руководителям, управляющим предприятиями и организациями, но и всем вплоть до руководителей нижнего звена, управляющими людьми в бригадах и сменах и реализующих небольшие улучшения на местах. В настоящей книге под руководителем понимается человек, руководящий людьми, обладающий определёнными возможностями, полномочиями и ответственностью, способный реализовать улучшения в пределах зоны своей ответственности. С помощью настоящей книги вы сможете избежать искажения информации при приёме результатов проекта или любых работ, связанных с методами и инструментами Бережливого производства. Вы сможете оценить степень подготовленности консультанта, помогающего вам в работе, а также, прививая персоналу описанные в настоящей книге принципы, самостоятельно начать формировать культуру Бережливого производства в зоне своей ответственности.
В любом случае, даже если вы не развиваете Бережливое производство на вашем предприятии, от прочтения вы получите колоссальную пользу. Изложенные в настоящей книге принципы, даже примененные по отдельности, существенно улучшают работу и культуру организации в целом.
В каждом разделе, описывающем тот или иной принцип, метод или инструмент, приводятся вопросы, призванные направить мышление руководителя и его подчинённых в правильном направлении, при этом разъясняя суть изложенной информации. При чтении рекомендуется выписывать основные моменты каждого раздела и отдельно осмысливать каждый из них, они для удобства приводятся в конце каждого раздела. Надеюсь, что данную книгу можно будет считать настольной книгой руководителя, внедряющего Бережливое производство.
Удачи вам в освоении материала и реализации Бережливого производства в вашей организации.
Введение
В настоящее время интерес к Бережливому производству (lean) возрастает с каждым годом. Всё больше организаций и предприятий начинает применять простые инструменты и методы, а государство постепенно осознаёт необходимость всеобщего применения Бережливого производства, как направления повышения конкурентоспособности страны в целом. Я уверен, что вскоре появятся правительственные программы, направленные на активизацию работы предприятий и организаций в этой области, способствующие ей и мотивирующие высших руководителей. Но всё это в будущем, а как же обстоит дело сейчас?
В настоящее время появилось достаточно информации для того, чтобы понять преимущества, которые можно получить с помощью Бережливого производства, а также понять смысл основных методов и инструментов. Существует несколько достаточно влиятельных организаций, пропагандирующих и развивающих Бережливое производство, ежегодно проводится множество семинаров и конференций, ведётся сотрудничество с зарубежными специалистами в этой области, существует множество учебных центров, проводящих обучения руководителей и тренеров и многое другое. Как видно, развитие Бережливого производства в нашей стране не стоит на месте.
В связи с этим, у читателя может возникнуть вопрос: что же стало причиной написания этой книги?
Во-первых, работа любого проекта с применением принципов, методов или инструментов Бережливого производства — это, в первую очередь, развитие команды и руководителя. Вы по-другому смотрите на привычные процессы, постоянно узнаёте новую информацию, что помогает вам генерировать новые идеи, улучшать и развиваться. Как практикующий консультант, участвующий в lean проектах, я постоянно сталкиваюсь с проблемой, которую можно сформулировать как «отсутствие вовлеченности руководства в процесс улучшений». Сейчас объясню, что это означает. Начиная улучшения в каком-либо проекте, большинство руководителей, как правило, участвуют на начальных этапах, а затем, удостоверившись (в лучшем случае), что работа запущена, самоустраняются.
В результате работа приобретает пассивный характер, так как раз она не интересна руководителю, она не имеет большой важности и постепенно становится не интересна его подчинённым, т.е. команде внедрения. Далее мы остановимся на этой проблеме и рассмотрим её причины.
Во-вторых, качество знаний и доступность качественной и подробной информации, несмотря на динамичное распространение Бережливого производства, оставляет желать лучшего. Эта проблема является обратной стороной проблемы вовлеченности руководителя, точнее одной из её причин. Работа с компетентными профессиональными консультантами в этой области стоит не дёшево. Подготовка качественных специалистов требует нескольких лет труда и нескольких миллионов рублей. И конечно, на семинарах и конференциях, которые посещают руководители, как правило, не докладываются подробности той или иной проведённой работы, необходимые для достижения подобных результатов.
Зато предостаточно преподавателей, которые прочитали несколько переведённых книг двадцатилетней давности, посетили пару семинаров, не внедряли своими руками ничего из преподаваемого, и стремятся обучить простым инструментам. Хорошо, если в итоге действительно получается положительный результат, так как при отрицательном результате дискредитируется сама философия Бережливого производства в принципе, после чего появляются такие парадигмы [1], как «мы уже пробовали», «это не работает», «это для нас не подходит» и т. д. Для меня как для практикующего консультанта это достаточно важная проблема, часто встречающаяся в работе.
Таким образом, руководителю для успешного внедрения принципов, методов и инструментов Бережливого производства необходимо понимать и суть механизмы их работы. Разумеется, речь не идёт о детальных знаниях, которые больше необходимы команде внедрения, непосредственно реализующей улучшения. Однако руководителю необходимо понимать, в каком направлении должен развиваться тот или иной проект, какие результаты можно получить, применяя тот или иной метод или инструмент, как они должны выглядеть. Необходимо знать, какие принципы помогут успешно развивать предприятие или организацию, и что для этого нужно сделать.
Кому-то это может показаться странным, но мышление руководителя или лидера, т.е. тех, для кого была написана настоящая книга, лучше и быстрее воспринимает информацию о любых изменениях и в частности идеи Бережливого производства. Это происходит потому, что, как правило, ваше мышление более творческое, оно постоянно ищет различные, порой не стандартные, решения, которые направлены на долгосрочную перспективу. И чем выше ранг руководителя, тем более долгосрочная перспектива принятых им решений и тем шире он видит происходящие в организации процессы.
Один из часто задаваемых вопросов в свете всего вышесказанного таков: «можно ли начинать внедрение простых улучшений, инструментов и методов Бережливого производства по книгам?» Подразумевается «будет ли эффект?», «возможно ли что-то получить, лишь опираясь на теоретический материал?» и т. д. Моё мнение по этому поводу следующее. Несмотря на то, что многие предприятия и организации 5, 10, 15 лет назад, собственно и начинали с внедрения основ по имеющейся в наличии литературе, они потратили огромную массу времени и средств, набивая шишки и терпя неудачи, пока не достигли определённых результатов. Получается, что это возможно, но придётся учиться на своих ошибках, что гораздо больнее и дороже, нежели обучение на чужих ошибках.
Иногда это будет даже лучше, так как многие консультанты, предлагающие обучение и сопровождение в проектах, учились по тем же книгам. К счастью, в настоящее время достаточно быстро накапливается опыт внедрения Бережливого производства на Российских предприятиях и организациях, издаются книги, отражающие накопленный опыт и описывающие отдельные принципы, методы и инструменты. Настоящая книга является этому подтверждением.
Но всё же никакая книга не заменит качественного компетентного консультанта и вовлечённого в работу руководителя. В нашем случае, настоящая книга выступает в роли виртуального коуча [2], консультанта руководителя, призванного объяснить основные подходы Бережливого производства (далее по тексту lean) руководителю и помочь ему в нелёгком деле улучшений и повышения эффективности его предприятия или организации.
Роль руководителя в процессе изменений
Прежде чем приступить к описанию принципов, методов и инструментов lean, нам необходимо остановиться на важности роли руководителя в процессе улучшений. Это первое, что необходимо осознать руководителю, вне зависимости от его уровня и должности.
Все изменения, как в положительную, так и в отрицательную сторону зависят от руководителя.
Разумеется, здесь идёт речь об определённой зоне ответственности того или иного руководителя (бригадира за бригаду, генерального директора — за предприятие). Эту зону ответственности можно представить в виде системы (участок, цех, завод, организация и т.д.), которая, конечно, может поддерживать своё стабильное функционирование, выдавая определённое количество продукта и соответствуя определённым требованиям без вмешательства руководителя. Однако мы ведём речь именно о процессе изменений в целом и об улучшениях в частности, которые не могут осуществиться самостоятельно, без определённого воздействия на систему, т.е. без вмешательства руководителя.
Система в организации должна поддерживать работу на одном уровне без руководителя, а задача руководителя — совершенствовать её. Чтобы понять, насколько прочна и стабильна система, достаточно представить, как будут обстоять дела: осуществляться производство, обеспечение, оказание услуг без присутствия и участия руководителя. Не стоит объяснять, что система должна обеспечивать получение стабильных результатов (по производительности, качеству, затратам, безопасности и т.д.) без присутствия руководителя. В сложившихся годами системах работы так и происходит. Теперь представьте, что вы улучшили процесс в системе. По закону равновесия [3] она будет стремиться вернуться в привычное начальное состояние. Роль руководителя именно в реализации изменений и поддержании результатов, т.е. в адаптации изменения и препятствии возврата в начальное состояние и заключается. Улучшать систему и делать её автономной, работающей без участия руководителя, является его первой задачей с точки зрения lean.
Второй задачей, являющейся оборотной стороной первой, является обеспечение постоянного и быстрого решения проблем.
По определению, проблема — это отклонение от стандарта, т.е. от целевого состояния, являющегося наилучшим в настоящее время.
Проблемы возникают в любой системе, вне зависимости от степени её совершенства, с единственной разницей в количестве, масштабе и отношении к ним. С точки зрения lean нас интересует именно отношение руководителя к проблемам. Не останавливаясь долго на столь объёмной теме, стоит лишь запомнить, что проблемы — это наш потенциал для совершенствования и улучшения.
Отношение к проблемам напрямую формирует успех вашей организации и вас как руководителя.
Идея восприятия проблем как улучшений является дикой для среднестатистического человека. Отложите ненадолго книгу и подумайте: где бы сейчас был человек, не создавая, не ища и не решая проблемы? Попробуйте осознать, сколько возможностей открывается перед вами в плане образования, личного развития, успеха компании, достижения целей и т.д., если вы принимаете эту идею?
Более подробно о формировании культуры решения проблем написано в книге «Стандартизованная работа. Метод построения идеального бизнеса» (п.2 библиографии).
Существует ряд требований, сформулированных как с точки зрения lean, так и с точки зрения современного бизнеса, определяющих необходимые качества руководителя для успешной работы. Это такие качества, как лидерство, умение работать в команде, открытость, коммуникабельность и многое другое. О них вы без труда сможете найти информацию в любом книжном магазине или интернете.
В настоящей книге предлагаю обратить внимание немного на другую сторону роли руководителя, важную именно с точки зрения формирования lean культуры — способность своим примером формировать правильные парадигмы в своём коллективе. Огромным объёмом практического опыта по всему миру доказано, что внедрение на предприятии не ограничивается только лишь применением отдельных методов или инструментов.
Быть может, вы слышали выражение «lean наводит порядок в головах». Для того, чтобы успешно внедрять улучшения, порядок должен быть не только в голове руководителя, но и в головах его подчинённых, что в первую очередь зависит от руководителя. Данное требование иногда называют развитием работников и коллектива, но это уже немного иное понятие. Более подробно о формировании необходимых парадигм мы поговорим далее.
Давайте рассмотрим довольно распространённые случаи. Что происходит, когда работа по внедрению lean (метода, инструмента, или изменения системы) полностью доверяется сторонним консультантам, а руководитель, объявив старт, самоустраняется и не интересуется результатами работ? Даже имея огромный опыт, знания и безукоризненное портфолио проектов, без поддержки руководителя консультанты не могут полностью реализовать всё, что они планировали, либо происходят периодические откаты, когда после внедрения какого-либо улучшения по разным причинам ситуация возвращается в прежнее состояние. Почему так происходит?
Потому, что вместе с изменениями и улучшениями коллектив должен менять своё отношение к ним и мышление в целом, что является невозможным при отсутствии вовлеченности руководителя.
Что происходит, когда руководитель мыслит старыми категориями? Какой бы степени профессионального роста в lean не достигли его подчинённые, управляет процессом руководитель, поэтому, как уже говорилось, изменения будут зависеть в первую очередь от него. Разумеется, команда может достичь определённого успеха, но в один прекрасный момент ей понадобится поддержка руководителя и здесь уже без его развития в lean не обойтись.
Улучшение невозможно без вовлечения руководителя, чтобы внедрять принципы, методы или инструменты lean в вашей организации, руководители должны участвовать в этой работе и развиваться вместе с командой. Самоустранение руководителей, как правило, происходит из-за отсутствия осознания важности его собственной роли в изменении, либо из-за наличия подсознательной боязни проявления своей некомпетентности в новой для него области знаний.
Настоящая книга призвана помочь в решении этих проблем.
Резюмируя, перечислим, что необходимо запомнить из вышеизложенного:
— Все изменения, как в положительную, так и в отрицательную сторону, зависят от руководителя.
— Работа по улучшениям, изменениям и совершенствованиям и по решению проблем является основной работой руководителя.
— Отношение к проблемам напрямую формирует успех вашей организации и вас как руководителя.
— Проблемы — возможности для улучшения.
— Вместе с изменениями и улучшениями, коллектив должен менять своё отношение к ним и мышление в целом, приобретая уверенность и опыт в применении принципов, методов и инструментов lean.
— Руководитель (сознательно или нет) формирует мышление своих подчинённых.
Для чего руководителю lean?
Улучшения любого рода являются вынужденной необходимостью в наше время. Ни для кого не секрет, что в современных условиях рыночной экономики, конкуренция осуществляется на многих уровнях деятельности организации: на уровне стоимости, качества, сервиса, сопутствующих услуг и т. п. Любая организация или предприятие попадает в достаточно жёсткие условия: либо конкурировать, т.е. уменьшать издержки и снижать себестоимость, улучшать качество продукта или услуги, либо постепенно обанкротиться.
Стоит сразу развеять одно из наиболее распространённых заблуждений, которое часто проявляется в таких выражениях руководителей, как «мы внедрили lean», «на двух участках полностью внедрено Бережливое производство», «мы завершили внедрение Бережливого производства на нашем предприятии». Это абсолютное заблуждение.
Во-первых, внедрение lean предполагает непрерывный процесс улучшений, сопровождающийся изменением мышления всех работников определённой организации и самой её культуры. Нельзя просто освоить один инструмент и говорить, что lean внедрён.
Это то же самое, что сделать один раз утреннюю зарядку и утверждать, что являешься спортсменом. Большинство локальных улучшений (по разным данным около 90%) возвращаются в первоначальное состояние, это факт. Эти улучшения происходили без культурных изменений, поэтому, встав на путь lean, вы уже не сможете, да и не захотите сворачивать с него.
Во-вторых, нельзя внедрить lean на одном или двух участках организации так же, как и нельзя вскипятить воду только в одной части бассейна.
Неоспоримым фактом является то, что прибыль, получаемая организацией от реализации продукта или услуги, является разностью стоимости и себестоимости товара (услуги).
Прибыль = Стоимость — Себестоимость
В современном мире стоимость продукта определяется тем, сколько определённый сегмент рынка готов заплатить за продукт, учитывая его качество и сроки изготовления. Как правило, в сфере продаж на любой товар устанавливается максимально возможная стоимость, за которую только можно его продать. В свою очередь, стоимость сильно ограничена давлением рынка, т.е. конкуренцией, не позволяющей поднимать цены выше определённого уровня, что является частью так называемой современной рыночной экономики. Со стоимостью все, казалось бы, просто, поэтому мы не будем вдаваться в подробности ценообразования.
В lean нас интересует как раз себестоимость, то есть издержки, которые несёт организация при изготовлении определённого продукта или оказании услуги, т.е. те средства, которые необходимы для поддержания производства продукции и нормального существования организации. Это затраты на сырьё и материалы, заработанную плату работников, электроэнергию и прочие ресурсы. Говоря привычным языком, себестоимость состоит из издержек на создание ценности для Заказчика и бесполезных издержек, т.е. потерь.
Lean концентрируется именно на устранении потерь, что является неотъемлемой частью совершенствования как организации в целом, так и отдельных её частей. Подходы lean, т.е. правильно применяемые принципы, методы и инструменты, помогают избавляться от потерь как путём непосредственного их выявления и устранения, так и путём создания необходимых культурных и системных условий для их устранения. К первым относится, например, фундаментальный принцип «Ценность — Потеря», описанный в следующем разделе, который необходим, чтобы полностью понять суть представленной на рисунке схемы, а также метод картирования потоков, SMED и т. п. Ко вторым относятся принципы «Заказчик — Поставщик», «Go, Look, See», «Line stop» и прочие. Такие инструменты, как 5С и ТРМ можно отнести к обоим направлениям. Если вам не знакомы эти слова или понятия, не пугайтесь, далее мы сформируем полное представление о различных принципах, методах и инструментах. Стоит сразу отметить, что большая часть терминологии является устоявшейся как в нашей стране, так и за рубежом, о чём можно судить, общаясь с коллегами из Европы и Азии. Поэтому в настоящей книге она преподносится именно в оригинальном виде.
Так как основная работа в lean осуществляется с процессами (мы ищем в процессах потери, улучшаем и оптимизируем процессы), стоит сразу сформулировать единое понимание этого понятия. По определению, процесс — это набор действий по преобразованию некого «входа» в некий «выход».
Например, процесс поставки комплектующих — набор действий от обработки заявки, содержащей перечень соответствующей номенклатуры, необходимое количество и оговоренные сроки поставки (вход поставки) до доставки необходимого количества в установленный срок необходимой номенклатуры в оговоренное место. Выходом этого процесса, наряду с доставкой комплектующих, может быть подписанная накладная. Таким образом, можно представить любую работу, с определённым входом и выходом, например, процесс выплавки металла, сборки автомобиля, оформления кредита и т. п.
Поставщик определяет вход процесса, а Заказчик получает его выход. Соответственно, выход — это то, что получилось в результате преобразований (совершения некого набора действий) над входом процесса: то, что ожидал Заказчик.
Подробнее данную тему мы рассмотрим в разделе «Принцип «Заказчик — Поставщик».
Немного о привычках
Выше мы уже упоминали о наличии парадигм мышления, а также о том, что у руководителя больше возможностей совершать улучшения и содействовать изменениям, т.к. он шире видит процесс. Теперь нам придётся остановиться на этом вопросе немного подробней, так как понимание механизма формирования привычек [4] и парадигм объясняет многие трудности и ошибки, с которыми сталкиваются руководители при внедрении Бережливого производства. С другой стороны, формирование правильных привычек и парадигм способствует формированию нужной среды в коллективе, способствующей эффективному внедрению идей Бережливого производства и функционированию организации в целом.
Парадигма — это призма, через которую человек смотрит на окружающий мир (Р. Кови). По-другому, это некий набор взглядов и установок человека, формирующий его мышление.
Примером, наверное, самой знаменитой парадигмы средневековья, можно назвать строение солнечной системы: все люди были уверены, что солнце вращается вокруг земли. Чтобы преодолеть эту парадигму погибло немало людей, в том числе и великих учёных.
Применительно к работе, парадигмы мышления проявляются в мелком масштабе, за борьбу с ними никого не сжигают на костре, однако преодолевать устоявшееся мышление до сих пор является достаточно сложной задачей. Работники могут быть абсолютно уверены, что их способ и приёмы работы являются оптимальными (если не идеальными), потому что «они так работают десятки лет», «так было всегда», «ничто не заменит старый добрый молоток» и т. д. Неудачный опыт, как правило, порождает такие парадигмы как «мы это уже, пробовали…», «ничего не выйдет», «здесь нечего улучшать» или «здесь давно всё оптимизировано» и т. д.
Вспомните, когда вы последний раз сталкивались с подобными парадигмами?
Взгляд работников на восприятие изменений полностью зависит от сформированных у них парадигм, а также тех, которые вы, как руководитель, у них сформируете, но об этом далее. Не будем здесь останавливаться на механизме формирования парадигм, а перейдём к одному из их следствий, выражаемому в поведении, который я называю «замыливанием глаз». Эффект проявляется в игнорировании очевидной визуальной информации при выполнении привычных (однообразных и постоянно повторяющихся) действий.
Представьте, что вы привыкли ходить на стоянку по определённому маршруту и делаете это автоматически, не задумываясь и порой замечая изменения фасада какого-либо здания лишь спустя какое-то время. Ваш мозг не напрягается, запоминая маршрут, ведь он уже «выгравирован» у нас в подсознании так, что вы вряд ли сможете его когда-либо забыть.
Теперь представьте, что в один прекрасный день, шагая привычным маршрутом, вы обнаружите на середине пути натянутую полосатую ленточку и экскаватор, роющий траншею для замены труб отопления близлежащего района. Какова будет реакция вашего мозга, когда вам придётся прокладывать новый маршрут через незнакомые дворы?
Неважно, о чём вы думали до этого, теперь ваш мозг работает куда интенсивнее, прокладывая путь и считая упущенное время, ощущая дискомфорт от внезапно возникшей работы. Автопилот выключен, все ваши чувства работают, собирая информацию о незнакомом месте. Зато теперь вы можете заметить изменённый фасад здания, мимо которого вы ходите уже несколько недель. Но самое интересное, что такое чувство дискомфорта будет возникать и на следующий день и каждый раз, когда вы будете сворачивать с привычного пути, обходя траншею.
Это и есть сила привычки, направляющая вас по одному и тому же привычному маршруту. Эффект замыливания глаз проявляется в том, что вы можете не заметить знакомого, изменение фасада здания, обустройства дворов, новых машин я и т.п., когда идёте на «автопилоте» по привычному маршруту.
На практике, эффект замыливания глаз проявляется в отсутствии у руководителя возможностей улучшить процесс, точнее, когда он так думает. Часто отсутствие улучшений продолжительное время являются не халатностью и не желанием руководителя, а срабатыванием данного эффекта, когда руководитель настолько привыкает к постоянной текущей работе, что перестаёт видеть возможности и ставить себе амбициозные цели.
То же самое происходит с работниками. Можно привести множество примеров из практики, когда после реализации простых и очевидных улучшений работники признавались, что даже не думали о том, что так можно сделать, это не приходило им в голову. Основное преимущество консультантов со стороны при внедрении принципов, методов и инструментов lean, также заключается в отсутствии у них замыленности глаз, присущей работникам улучшаемых процессов. В связи с вышеизложенным, следующее, что необходимо запомнить — возможность для улучшений есть везде и всегда. Возможности могут быть не большие, вы их можете не видеть, но они есть, это факт.
В свою очередь, при постоянном следовании принципам и применении методов lean, степень замыленности глаз значительно снижается. Более того, когда вы формируете новые парадигмы у подчинённых в виде принципов lean и нужных вам установок, снижение замыленности значительно ускоряется. Как это сделать мы расскажем далее, но уже прямо сейчас необходимо усвоить, что руководитель является примером и прежде чем прививать какую-либо парадигму своим подчинённым, руководитель должен сам верить в неё и следовать ей.
Резюмируя, повторим, что нам следует запомнить из вышеизложенного:
— Привычки и парадигмы формируют среду в коллективе и культуру в организации.
— Правильные привычки и парадигмы способствуют эффективному функционированию организации и внедрению идей lean.
— Возможности для улучшений есть везде и всегда.
— Формирование нужной парадигмы начинается с руководителя.
Принцип «Ценность — Потеря»
Первое, что стоит запомнить — потери есть везде и всегда. Если ваш подчинённый докладывает вам, что потери полностью устранены, значит, его lean грамотность оставляет желать лучшего (мы не рассматриваем вариант с преднамеренным обманом). Как же так получается? Чтобы прояснить для себя этот вопрос, начнём с описания принципа «Ценность — потеря». Принцип достаточно прост и понятен для понимания, основная сложность состоит в постоянном его применении, то есть в выработке привычки его постоянного применения. Но давайте по порядку.
Ценность — это то, за что готов платить Заказчик (действия, качества, свойства продукта и т.п.). Время создания ценности — промежуток времени, в течение которого продукт видоизменяется либо приобретает свойства, интересующие Заказчика, т.е. приобретает ценность.
Заказчик — тот, кто заинтересован в результатах труда и готов платить за него деньги.
Самый простой и наглядный пример из производства — это операция штамповки металлических заготовок на каком-либо прессе. Время цикла, затрачиваемое на штамповку одного изделия, может включать в себя время укладки листа, регулировки штампа, передвижение оператора на безопасное расстояние и т.п., однако время создания ценности — это только момент удара, когда из металлического листа появляется заготовка. Время создания ценности может составлять секунды, даже доли секунд. Заказчика интересует только тот момент времени, когда в листе металла происходит перегиб в нужную сторону под нужным углом. Но ему всё же придётся платить за всё время производственного цикла, т.к. и передвижения рабочих, и поломки пресса, и ожидания доставки металла уже заключены в стоимость продукта.
Приведём простой и распространённый пример из сферы услуг: процесс формирования заказа в Макдоналдс. Стоит отметить, что данный процесс практически идеально выстроен с точки зрения рассматриваемого принципа. Время создания ценности в данном примере — это время наполнения стакана напитком, наполнение упаковки картофелем фри и т. п. Потери — все перемещения еды и напитков до подноса, формирование кассового чека и даже закрытие крышкой стакана с напитком и т. п. Подумайте сами, с точки зрения Заказчика, что ещё среди многочисленных действий при формировании заказа в Макдоналдс представляет и не представляет для вас ценности?
Потерями, с точки зрения lean, считаются все действия, потребляющие ресурсы, но не создающие ценности.
Другими словами, можно дополнить, что потери — это действия, не видоизменяющие продукт в необходимую для Заказчика сторону и не придающие ему необходимых Заказчику свойств. Можно сказать, что потери — всё, что не создаёт ценности. Теперь познакомимся с классификацией потерь, которая является фундаментальным знанием в lean и необходима в первую очередь для их выявления и понимания различия и взаимосвязи. Стоит сразу отметить, что данная классификация является неким общим направлением, выходящим за рамки принципа «Ценность — потеря», что мы сейчас и увидим.
Перепроизводство, производство объёмов продукции, превышающих необходимое их количество. Уверен, что вы можете вспомнить примеры, когда в погоне за производительностью вы забывали, что количество продукта, которое готовы купить потребители, определяется рыночным спросом. В результате происходило накопление больших объёмов незавершённого производства на производственных стадиях, появлялись незаметные на первый взгляд дополнительные расходы на хранение, происходило избыточное использование материалов и ресурсов, нарушался график поставок изделий и комплектующих и т. д. Как следствие, увеличивались те самые издержки производства в составе себестоимости изделия.
Перепроизводство считается наиболее вредоносной потерей, так как оно влечёт за собой появление остальных видов потерь: ожидание — как правило, взаимообратная сторона производства, излишние запасы — её прямое следствие, транспортировка и перемещение, связанные с наличием завышенного количества запасов и дефекты, количество которых имеет прямую зависимость от количества запасов.
Транспортировка, перемещение материалов, изделий, комплектующих. Из определения понятия «ценность» уже можно сделать вывод, что любое перемещение и транспортировка являются потерей. Разумеется, любое более или менее сложное производство представляет собой последовательность операций по преобразованию сырья или полуфабрикатов в конечный продукт, а между операциями все эти материалы и полуфабрикаты необходимо перемещать. Поэтому транспортировка часто является неотъемлемой частью производства.
Тем не менее, это затраты на горючее или электроэнергию, на обслуживание транспортного парка, на организацию транспортной инфраструктуры (дорог, гаражей, эстакад и т.п.). Это также риск повреждения продукции и увеличение времени производственного цикла. Другими словами, момент времени от поступления в процесс сырья до момента времени выхода годного изделия значительно увеличивается этим видом потерь.
Ожидание — простои и бездействие человека.
Наличие ожидания может быть вызвано тем, что процесс планирования и процесс производства не согласованы между собой либо имеются серьёзные проблемы в процессе (например, поломки оборудования). Другие причины — различная пропускная способность операций, планирование не для нужд потребителей, а для загрузки оборудования и т. д.
Стоит отметить, что ожидание — наименьшая по степени вредности потеря. Когда человек ожидает и ничего не делает, он и не навредит: не сделает брак, не произведёт продукции больше необходимого количества. Поэтому на практике одним из способов борьбы с потерями является их перевод в потерю ожидания, таким образом, уменьшаются их негативные воздействия. Наиболее наглядный пример с ожиданием — это остановка оператора в случаях выполнения плана или появления некачественных изделий, когда более вредоносные потери, как перепроизводство и дефекты заменяются менее вредоносной потерей ожидания (см. принцип «Line stop»).
Излишние запасы, как уже было сказано выше, являются следствием перепроизводства и влекут за собой появление таких потерь, как транспортировка, перемещение и дефекты. С точки зрения экономики, запасы — это замороженные деньги, т.е. деньги, заключённые в оборотных средствах организации, вложенные в закупку сырья, материалов, комплектующих, в зарплату работников предыдущих операций процесса и в прочие расходы по созданию добавленной стоимости, но не совершившие оборот и не высвободившиеся в виде реализованного готового изделия. Это деньги, застывшие в виде незавершённого производства на различных стадиях процесса изготовления того или иного изделия.
Стоит сразу отметить, что запасы сами по себе — это не плохо, они необходимы и важны для сглаживания процесса производства, решения проблем и многого другого, но их уровень должен быть рассчитан и минимален. Уровень запасов сверх необходимых расхолаживает руководителей, придавая ложную уверенность в защищённости от проблем, а также порождает потери транспортировки, дефектов, ожидания.
Дефекты и переделки по-другому можно назвать выпуском продукции, несоответствующей требованиям Заказчика. Следствие дефектов и переделок — затраты сырья, материалов и рабочего времени на доработку, либо затраты на переработку и утилизацию брака. Необходимо помнить, что кроме изготовления брака, его еще надо обнаружить, идентифицировать как таковой, т.е. провести контроль изготовленной продукции, а затем либо дорабатывать, либо утилизировать, на что затрачиваются перечисленные выше ресурсы.
Так же одна из особенностей взаимной зависимости потерь заключается в том, что по мере повышения уровня незавершённого производства в процессе, уровень дефектной продукции также увеличивается. Это объясняется не просто математическим наличием доли дефектных изделий в определённом объёме продукции, но и некоторыми психологическими аспектами человеческого восприятия производства. Из практики очевидно, что в большей массе незавершённого производства несколько бракованных изделий будут не так заметны. Поэтому имея перед собой большие заделы, человек может даже бессознательно пропускать изделия, которые при отсутствии заделов вызвали бы у него сомнения, либо были бы отбракованы. Ответственность человека, пропускающего дефект в массу незавершённого производства, как бы растворяется в ней.
Излишняя обработка — видоизменение изделия, придание ему свойств или качеств, в которых не нуждается Заказчик, т.е. за которые он не готов платить (не представляют для него ценность). Наряду с изготовлением продукции лучшей, чем того требует Заказчик, добавления ненужных функций или этапов производства, которые маскируют дефекты, потерей излишней обработки также может являться доведение продукта до состояния, требуемого потребителем.
Например, упаковывание изделия в более дорогую или требующую большей трудоёмкости упаковку, ручная доработка стандартного изделия под требование Заказчика (разумеется, если за доработку не заплачены дополнительные деньги, компенсирующие соответствующие издержки).
Перемещения наряду с транспортировкой являются потерей по определению. Когда работник ходит, ценности он не создаёт (разумеется, если мы не рассматриваем работу, например, курьера). Перемещение — излишние переходы человека, движения, настройки при выполнении работы, которые могут быть вызваны отсутствием и некорректностью стандартов выполнения работы либо низким уровнем трудовой дисциплины и организации рабочих мест.
Знать наизусть приведённую классификацию потерь для руководителя вовсе не обязательно, однако необходимо понимать разницу между различными видами потерь, уметь их увидеть и требовать того же с подчинённых.
Существует также вторая классификация, которая, по моему мнению, является не только бесполезной с точки зрения выявления и устранения потерь, но и немного опасной. В любом случае, вы должны о ней знать. Это классификация на потери первого и второго рода.
Потери второго рода, или чистые потери, т.е. действия, не добавляющие ценности, необходимо устранять сразу. Потери первого рода являются вынужденными (часто называют неизбежными), без которых нельзя обойтись, но их можно оптимизировать (уменьшить). Опасность заключается именно в интерпретации понятия потерь второго рода, когда она становится причиной бездействия работников (руководителей и специалистов).
Идентификация потери как неизбежной позволяет не работать над ней. Как правило, ошибка происходит на подсознательном уровне, когда при подобной классификации потери делятся на те, которые руководитель может устранить и не может, по его субъективному мнению. Предлагаю не пользоваться этой классификацией в принципе, а устранять и оптимизировать всё, что не добавляет ценности. Потенциал есть везде, любую потерю можно уменьшить либо избавиться от неё.
Сам принцип «Ценность — Потеря» начинается с определения ценности в том или ином процессе или операции. Для этого необходимо отбросить все свои знания процесса, технологии, операций и т. п. и поставить себя на место вашего Заказчика. Задайте себе вопрос: «Что интересует моего Заказчика?», «За что мой Заказчик готов платить деньги?», «Если бы я был Заказчиком, меня бы интересовало…».
На практике встречается много руководителей, особенно на крупных предприятиях, которые не могут сразу ответить на эти вопросы, ведь они делают то, что должны делать потому, что так делали до них. Они никогда не задавались этим вопросом и не могут на него ответить потому, что эта информация находится вне сферы их ответственности, ведь с Заказчиком взаимодействует отдел продаж, а производство лишь сдаёт продукт на склад. Но этот вопрос мы подробней разберём в принципе «Заказчик — Поставщик», который тесно связан с принципом «Ценность — Потеря».
Само мышление по принципу «Ценность — Потеря» фокусирует внимание на главном, том, что добавляет ценность. Оно позволяет сделать некий шаг в сторону от существующих стереотипов и привычных представлений о процессе. Когда руководитель начинает мыслить по этому принципу, видит ценность, создаваемую в том или ином процессе, многие потери становятся для него очевидными, а их устранение достаточно простым. Изучая специфику процесса, управляя процессом, а тем более улучшая его, в первую очередь необходимо понимать, что в нём добавляет ценность.
Рассматривая какой-либо процесс согласно этому принципу, становятся очевидными такие потери, как излишняя обработка, транспортировка, перемещение и ожидание. Отделяется всё нужное от лишнего. Поэтому данный принцип необходим руководителю, чтобы видеть процесс, понимать его суть, оценивать динамику устранения потерь и работу по их устранению. Понимание в свою очередь приводит к вопросам «как устранить потери?», «как повысить долю времени создания ценности?», «как лучше удовлетворить Заказчика?». Со временем эти вопросы становятся приоритетными в текущей деятельности. Размышления над этими вопросами и ответы на них можно считать первыми шагами к формированию lean мышления.
Стоит отметить, что выделение ценности в процессе гораздо сложнее с чисто психологической точки зрения, чем выявление потерь. Негативное всегда более заметно, к тому же порой достаточно сложно поставить себя на место Заказчика. Тем не менее, в работе в первую очередь необходимо отталкиваться именно от ценности (определять, концентрировать внимание и т.д.).
Следующие вопросы помогут руководителю направить своих работников на применение принципа в своей работе:
— В чём заключается ценность этой работы (вашего процесса, операции, деятельности и т.п.)?
— Что в первую очередь интересует Заказчика этой работы?
— Какие потери вы видите в этой работе?
— Какие потери устраняет это предложение?
— Какие самые распространённые потери в вашей работе (на этом участке, в цехе и т.п.)?
— Приведите пример каждого вида потерь в вашей работе (на вашем участке, в цехе и т.п.).
— Какова доля времени создания ценности в этой работе?
Для подчинённого понимание данного принципа, а также оценка с его помощью того, что он делает — это не только способ минимизировать потери, но и расширить возможности мышление для улучшения его операции или рабочего места.
Прививание данного принципа как у работников, так и у руководителей, способствует снижению степени замыленности глаз.
Принцип относится к любой работе, вне зависимости, производите вы материальный продукт или оказываете услугу, главное — это поставить себя на место Заказчика.
Например, в случае авиаперелёта, в чём будет заключаться время создания ценности? Заказчика, т.е. пассажира авиалинии, интересует быстрый (в нужное время), дешёвый и безопасный перелёт в нужное место. Таким образом, время создания ценности — это время перелёта, когда пассажир, пристёгнутый к креслу в самолёте, передвигается к месту назначения, т.е. взлёт, полёт и посадка. Потерями в данном случае являются все операции по оформлению досмотру, посадке и высадке, операции с багажом (сдача и получение), покупка билетов и т. п.
Аналогичным образом можно проанализировать любую работу (процесс, операцию, деятельность), разумеется, если она востребована, т.е. имеет Заказчика.
Резюмируя, повторим, что нам следует запомнить из вышеизложенного:
— Ценность — то, за что готов платить Заказчик.
— Всё, что не ценность — потери, от которых необходимо избавляться (полностью или частично).
— В работе в первую очередь фокусируемся на ценности: каждый должен понимать, что в его процессе создаёт ценность.
— Потери есть везде и всегда, так же, как и потенциал для их устранения.
— Существует 7 видов потерь: перепроизводство (самая страшная), излишние запасы, время ожидания (самая безобидная), транспортировка, перемещения, излишняя обработка, дефекты и переделки.
— Принцип «Ценность — Потеря» применим к любой работе.
— Для применения принципа необходимо поставить себя на место Заказчика.
— Задача руководителя — повысить долю времени создания ценности работы, за которую он ответственен.
Принцип «Заказчик — Поставщик»
Второй принцип, который необходимо осознать всем руководителям — это принцип отношений «Заказчик — Поставщик». Данный принцип тесно связан с принципом «Ценность — Потеря», поэтому их применение и внедрение не может осуществляться друг без друга. По определению, Заказчик — тот, кто готов платить деньги за определённый продукт или услугу, т.е. тот, кто заинтересован в результате определённых работ. Стоит сразу отметить, что данное определение больше подходит к внешнему Заказчику: покупателю или потребителю, находящемуся вне рассматриваемой организации или предприятия.
Например, наша фирма производит шпингалеты и продаёт их трём организациям: ИП Иванову, ООО «Двери» и ООО «Замки», которые в свою очередь являются нашими внешними Заказчиками, т.к. заинтересованы в получении нужного объёма шпингалетов определённого качества точно в срок за оговоренную плату.
С этим всё просто и понятно, но существует также понятие внутреннего заказчика — следующей стадии процесса, непосредственно заинтересованной в результатах определённых работ.
Допустим, в данном примере, мы выделим три основных стадии производства — подготовка материалов, штамповка, пайка, которые совершаются последовательно. Для упрощения понимания, будем считать, что они являются отдельными участками (бригадами, цехами, производствами и т.п.).
В таком случае, участок штамповки является внутренним заказчиком для участка подготовки материалов, так как он непосредственно заинтересован в результатах их труда: качественных материалах, поставленных точно в срок. Участок подготовки материалов по отношению к участку штамповки является поставщиком. Аналогично можно продолжать анализ дальше по цепочке: участок штамповки — поставщик для участка пайки, а участок пайки — заказчик для участка штамповки.
Данная логика привязана к процессу, т.е. к технологической цепочке в случае производства или последовательности выполнения работы по мере создания ценности для Заказчика. Поэтому данная логика применима к участкам, операциям, а также цехам, производствам и отдельным персонам, участвующим в процессе.
Если обратить внимание на рисунок, то можно увидеть, что в процессе запутанных и сложных взаимоотношений в организации, определённые операции, люди или участки являются одновременно Заказчиками и Поставщиками по отношению друг к другу.
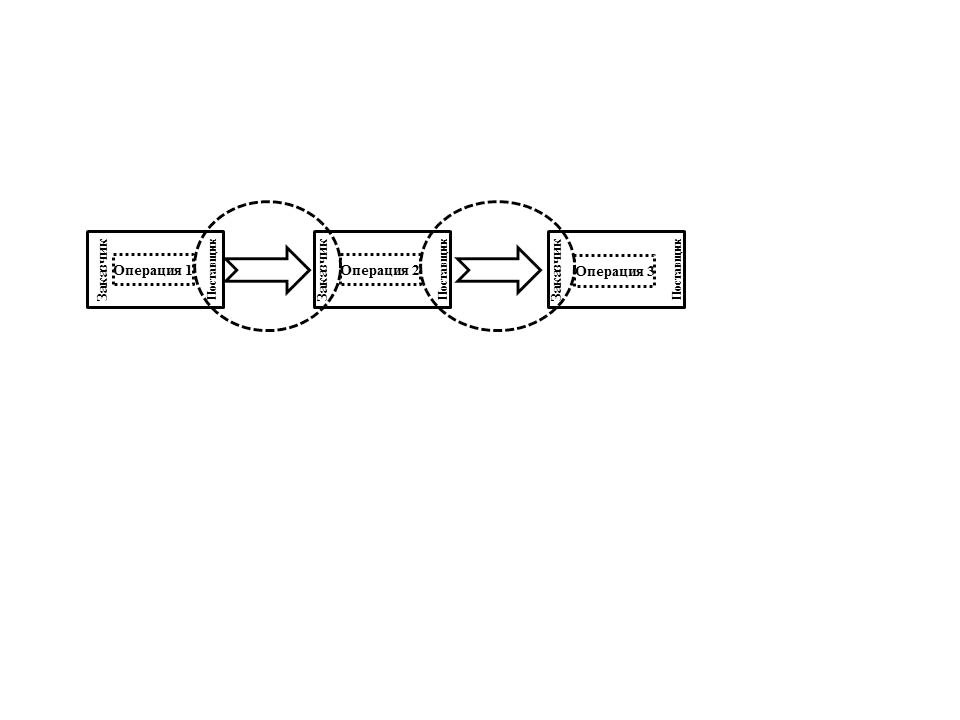
Суть принципа заключается в точном определении этих взаимоотношений и чётком понимании требований и потребностей Заказчика.
Работа должна быть направлена на удовлетворение потребностей Заказчика (неважно, внутреннего или внешнего) и создание для него ценности. Понимание принципа позволяет сконцентрировать внимание и сосредоточить усилия на такой работе. Если вы (операция, участок, руководитель и т.д.) знаете, кто ваш Заказчик и что именно ему необходимо — это и будет основным направлением вашей повседневной работы. Такой подход позволяет увидеть наиболее незаметный из семи видов потерь — излишнюю обработку, т.е. работу, которая не востребована Заказчиком. Более того, при таком подходе приоритетной работой становится удовлетворение Заказчика и создание для него ценности.
С другой стороны, Заказчик — это собственник, и, если вы находитесь в роли Заказчика, вы просто обязаны доступно объяснить вашим поставщикам требования, предъявляемые к их работе (продукту или услуге), а также убедиться, что они делают всё для выполнения этих требований. Научитесь брать на себя роль Заказчика и добросовестно выполнять обязанности Поставщика. Выстраивая взаимоотношения таким образом, большая часть работы будет направлена в нужном направлении. Вспомните, сколько раз приходилось переделывать работу, или же она была не востребована из-за того, что потребности Заказчика не были учтены или были неправильно истолкованы?
Реализация принципа, как уже можно было догадаться, отражается в изменении отношения к собственной работе, подконтрольным процессам и работе своих подчинённых. Начиная любую деятельность (проект, улучшение и т.п.), руководители в первую очередь должны задаться вопросом «кто Заказчик данной работы?», затем «что ожидает Заказчик от данной работы?» и т. д. Как уже говорилось, данный принцип тесно связан с принципом «Ценность — Потеря», поэтому определение Заказчика и его требований тесно связано с определением ценности в определённой работе.
Каждый руководитель должен понимать роль Заказчика и уметь ответить на следующие вопросы:
— Кто ваш (и) Заказчик (и)?
— В какой именно работе заинтересован Заказчик?
— Какую ценность вы создаёте для Заказчика?
— Удовлетворяете ли вы потребности вашего (их) Заказчика полностью, точно в срок, с должным качеством и минимальными затратами?
— Существует ли работа, не имеющая Заказчика?
— Кто ваш (и) Поставщик (и)?
— Знает ли ваш поставщик о ваших потребностях и о том, что создаёт для вас ценность в его работе?
— Обеспечивает ли работа вашего (их) Поставщика (ов) удовлетворение ваших требований как их Заказчика?
Способов встраивания данного принципа в различных организациях достаточно много. Например, я лично сталкивался с работой данного принципа на одном из небольших частных предприятий по производству алюминиевого литья, на котором большинство руководителей не слышали о Бережливом производстве в принципе. Любая отливка, проходя по технологической цепочке в данной организации, набирает не виртуальную ценность, а реальную стоимость, то есть бригада расплавляет металл и «продаёт» его бригаде заливщиков, которые затем «продают» отлитую заготовку бригаде очистки и т. д. по технологической цепочке. Разумеется, расчёт осуществляется не реальными деньгами, но дефектную продукцию никто не покупает, т.е. если я такую произвёл, её производство будет за мой счёт. Таким образом, каждый понимает, что именно нужно его Заказчику, каждый мотивирован на удовлетворение его потребностей, так как в противном случае, работа не будет оплачена.
Разумеется, это частный пример, которым я не мог не поделиться, но организовывать производственную систему вашего предприятия именно таким образом я не призываю. В настоящей книге мы описываем сам принцип, а также предлагаем наиболее эффективный с точки зрения современной психологии вариант его внедрения — формирование нужных парадигм.
Остальные моменты прививания того или иного принципа будут существенно различаться в зависимости от специфики вашей организации. Идеальным порядком работы данного принципа можно считать такое взаимодействие всех руководителей, при котором они могли бы правильно и честно ответить на приведённые выше вопросы, т.е. понимали свои роли, обязанности и требования, предъявляемые к их работе.
Задача высшего руководителя — убедиться, что его подчинённые понимают суть принципа и применяют его в своей повседневной работе, а также при групповой работе по улучшениям и работе в проектах.
Резюмируя, повторим, что следует запомнить из вышеизложенного:
— Заказчик — ток, кто готов платить деньги за определённый продукт или услугу, т.е. тот, кто заинтересован в результатах определённых работ.
— Внутренний Заказчик — следующая стадия процесса, непосредственно заинтересованная в результатах определённых работ.
— Поставщик — понятие взаимообратное Заказчику.
— Каждый в организации выполняет роль Заказчика и Поставщика;
— Каждый должен понимать, кто его Заказчик и какую ценность он для него создаёт (в чём заинтересован Заказчик).
— Перед началом любой работы необходимо уточнить потребности Заказчика.
— Каждый должен понимать, кто его Поставщик и требовать с него фокусирования работ на создании ценности.
Принцип «Line stop»
Следующий принцип, который по важности было решено изложить третьим, переводится как «остановка линии». Этот принцип называют принципом остановки в сбойных ситуациях, принципом прекращения работы, достаточно часто встречается вариация данного принципа под названием «Quality stop» или «стоп качество». Наша задача понимать его суть, а как вы будете его называть на своём предприятии, решите сами.
Бесплатный фрагмент закончился.
Купите книгу, чтобы продолжить чтение.