
Бесплатный фрагмент - Прогрессивные энерго- и ресурсосберегающие металлургические технологии
Учебное пособие для обучающихся по направлению «Металлургия»

Предисловие
Проблема энерго- и ресурсосбережения с каждым годом становиться все острее и острее. Это связано с истощением топливных ресурсов, постепенным ухудшением качества рудного сырья и ростом цен на некоторые виды ресурсов. Поэтому проблемы рационального расходования топливных ресурсов и эффективного использования готового металлопроката являются одними из самых актуальных мировых проблем в металлургическом комплексе.
При написании данного учебного пособия была поставлена цель собрать информацию о большинстве используемых в мировой практике энерго- и ресурсосберегающих технологий, которые используют ведущие металлургические предприятия и производители металлургического оборудования.
В данном пособии рассмотрены вопросы ресурсо- и энергосбережения по всей технологической цепочке, начиная от подготовки рудного сырья и заканчивая производством готовой металлопродукции. Широко представлены современные высокотехнологичные процессы, в том числе, которые не используются в отечественной металлургии.
1. Энерго- и ресурсопотребение на металлургическом предприятии
§1. Потребление энергии в структуре предприятия
Предприятия черной металлургии потребляют большое количество топлива, тепловой и электрической энергии. В целом в России они потребляют около 90% коксующегося угля, 50% электроэнергии и 25% природного газа от всего объема производимых и добываемых в стране. При этом считается, что более 50% энергоресурсов используются нерационально.
Следует отметить, что из всех видов энергоресурсов наиболее распространенным является использование топлива доля потребления, которого в общем балансе составляет более 90%, в то время как доля электроэнергии и тепловой энергии существенно ниже. Поэтому большинство энергосберегающих мероприятий направлено именно на снижение расхода топлива в различных технологических процессах.
Структуру потребления различных энергетических ресурсов в общем энергетическом балансе плавки стали при использовании доменного производства можно представить в виде диаграммы, изображенной на рисунке 1.1.
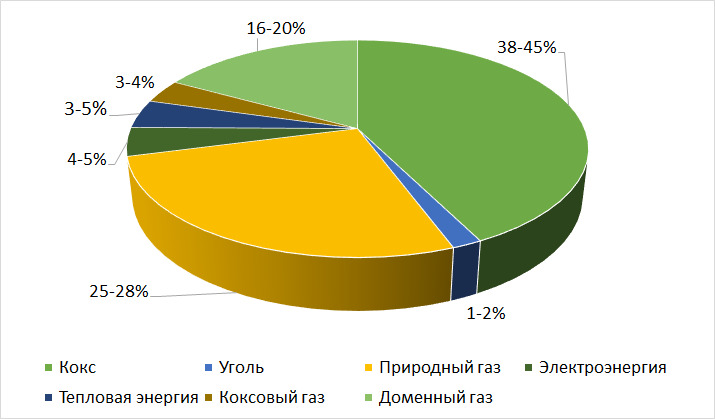
Таким образом, первое место в потреблении энергоресурсов занимает кокс, на втором месте идет природный газ, третье место занимает вторичный энергоресурс — доменный газ.
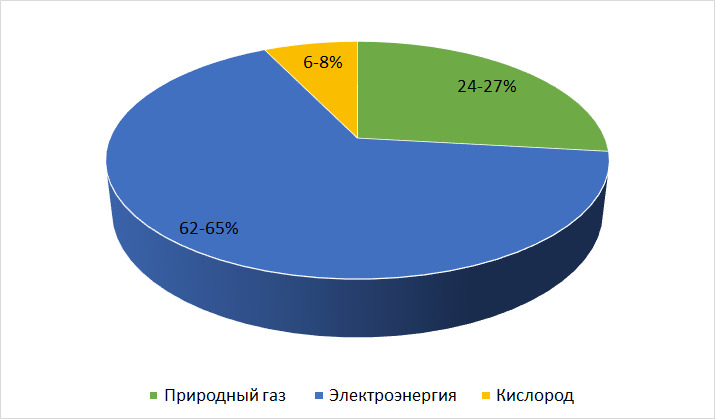
Если же на металлургическом предприятии отсутствует доменный процесс, а в качестве сталеплавильного агрегата используется дуговая сталеплавильная печь (ДСП), то наибольшее место в структуре потребления энергетических ресурсов занимает электроэнергия (см. рисунок 1.2).
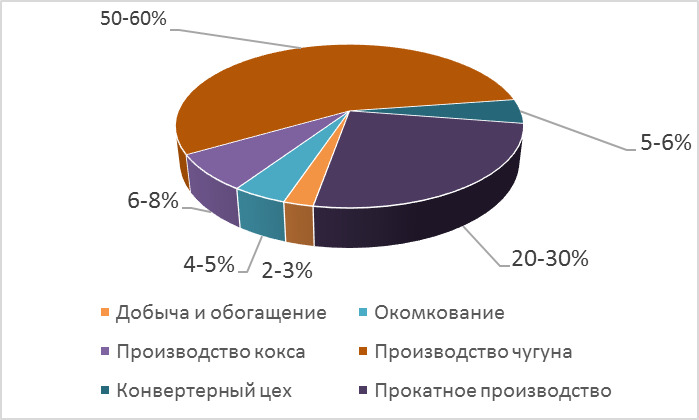
Если рассмотреть распределение потребления энергетических ресурсов по цехам металлургического завода (рисунки 1.3–1.5), то, наиболее энергоемким являются доменное и прокатное производства, в которых потребляется и набольшее количество топливных ресурсов (кокс и природный газ, соответственно).

Затраты энергии на производство 1 тонны продукции обычно определяются ее энергоемкостью, которая является важнейшим показателем производства, поскольку определяет его эффективность и напрямую влияет на себестоимость произведенной продукции.
§2. Энергоемкость продукции
Энергоемкость продукции — это комплексный показатель, показывающий суммарный расход энергии на единицу продукции. В энергоемкость входят затраты всех видов энергетических ресурсов, которые были затрачены на производство продукции. Поскольку разные виды энергетических ресурсов имеют разные единицы измерения (кВт•ч, м3, ккал, т и т.д.) то для удобства проведения сравнительных расчетов все затраты энергии необходимо пересчитать в так называемые в тонны условного топлива или ГигаДжоули — ГДж.
Тонна условного топлива (т у.т.) — является искусственной единицей измерения. За 1 тонну условного топлива принято считать то количество энергии, которое выделяется при сгорании 1 тонны каменного угля с теплотой сгорания 7000 ккал/кг. Это количество равно,93×1010 Дж.
Средние затраты энергии на производство 1 тонны готового проката составляют: Россия — 1,24; Япония — 0,90; страны Евросоюза — 0,99 т у.т./т.
В целом энергоемкость произведенного проката зависит от способов выплавки стали и ее разливки. Так, в случае производства сортового проката с использованием слиткового передела, затраты на 1 тонну проката составят 1350 кг у.т./т, а при разливке на машине непрерывного литья заготовок (МНЛЗ) — 1180 кг у.т./т. При производстве же тонколистового проката из мартеновской стали и разливки в слитки, затраты на 1 тонну проката составят 1110 кг у.т./т, в то время как при использовании кислородно-конвертерного способа и разливки на МНЛЗ — 1070 кг у.т./т. Такая небольшая разница объясняется тем, что в мартеновском производстве можно использовать большое количество металлолома, на получение которого практически не надо затрачивать энергию, в то время как шихта для кислородного конвертера состоит в основном из чугуна, производство которого, потребляет много энергии.
Поэтому, даже учитывая то, что кислородно-конвертерный способ сам по себе экономичнее мартеновского в 12…18 раз, сквозные затраты энергии при переходе с одного способа на другой фактически не уменьшаются. В то время, как переход от получения заготовки с помощью слиткового передела к разливке на МНЛЗ существенно уменьшает затраты энергии на производство готового проката.
Вопросы для самоконтроля
1. Приведите структуру энергопотребления металлургического предприятия и назовите основные виды топлив, которые потребляются в металлургии.
2. Что называется энергоемкостью продукции? Какое из металлургических производств наиболее энергоемкое?
3. Чему соответствует 1 тонна условного топлива?
2. Вторичные энергетические ресурсы черной металлургии
§1. Классификация вторичных энергетических ресурсов
Многие металлургические агрегаты характеризуются не только большим потреблением энергоресурсов, но и имеют при этом низкий коэффициент полезного действия (КПД), из-за больших потерь тепла в окружающую среду, обусловленных особенностью их конструкции. В большинстве случаев эти потери тепла уменьшить нельзя, но можно использовать данное тепло на другие нужды.
В коксовых батареях, доменных печах, кислородных конвертерах и некоторых других агрегатов в процессе основного производства образуются искусственные технологические газы, которые затем можно использовать как топливный ресурс для печей или котлов.
Данные тепловые и топливные ресурсы называют вторичными энергетическими ресурсами (ВЭР).
Вторичные энергоресурсы — это содержащаяся в продукции или отходах энергия, которая не используется в основном технологическом агрегате, но может применяться в других агрегатах.
Таким образом, к ВЭР не может относиться, например, подогрев воздуха перед подачей в печь с помощью рекуператора, так как тепло отходящих газов будет использоваться в самом агрегате. Но если тепло отходящих газов направить в котел-утилизатор, то такой источник тепла будет относиться к ВЭР.
За счет использования ВЭР на предприятии можно покрыть потребности в тепловой энергии на 30…70%.
Все имеющиеся ВЭР можно разделить на три группы: горючие, тепловые и ВЭР избыточного давления (рисунок 2.1).

Горючие ВЭР — это отходы основного производства, используемые в качестве топлива для других агрегатов. К ним относятся различные технологические газы, которые образуются в основном производственном агрегате во время технологического процесса. Горючие ВЭР образуются во многих технологических агрегатах, причем в больших объемах, и поэтому широко используются на металлургических предприятиях. Использование горючих ВЭР позволяет экономить до 20% и более привозного топлива (природного газа, угля, мазута и т.д.).
Тепловые ВЭР — это теплосодержание печных газов, воды из системы охлаждения, жидкого, кристаллизующегося или нагретого под прокатку металла, шлака, и т.д, которое можно использовать как источник теплоэнергии для других нужд. Обычно они используются для нагрева воздуха и газа для горения в печах, других исходных материалов (например, металлолома) а также для выработки горячей воды или пара. Источники тепловых ВЭР разнообразны и встречаются фактически на каждом звене технологической цепочки производства металла, поскольку большинство металлургических процессов происходит при высокой температуре.
Тепловые ВЭР используются в основном в котлах-утилизаторах для получения пара или горячей воды, камерах предварительного подогрева шихтовых материалов, в контактных нагревателях, а также в системах испарительного охлаждения (СИО).
Тепловые ВЭР по величине их температуры можно условно разделить на высокотемпературные (более 600 °С), среднетемпературные (300…600 °С) и низкотемпературные (менее 300 °С). В основном используются высокотемпературные тепловые ВЭР, поскольку эффект от их применения велик.
Использование низкотемпературных ВЭР возможно в так называемой турбине Рэнкина (Organic Rankine Cycle — ORC). Это турбина специальной конструкции, в которой в качестве рабочего вещества используется не вода, а другое вещество с низкой температурой кипения (например, аммиак или фреон). Низкотемпературные ВЭР подаются в теплообменник, где отдают тепло этому теплоносителю, полученный низкотемпературный пар подается на турбину, которая вырабатывает электрическую энергию.
К ВЭР избыточного давления относят газ, воду или пар, которые, выходя из основного производственного агрегата, имеют высокое давление, которое можно использовать на турбине для получения электроэнергии. В этом случае в основном применяются газовые бескомпрессорные утилизационные турбины (ГУБТ).
Все рассмотренные виды ВЭР в больших количествах образуются и используются на металлургических предприятиях..
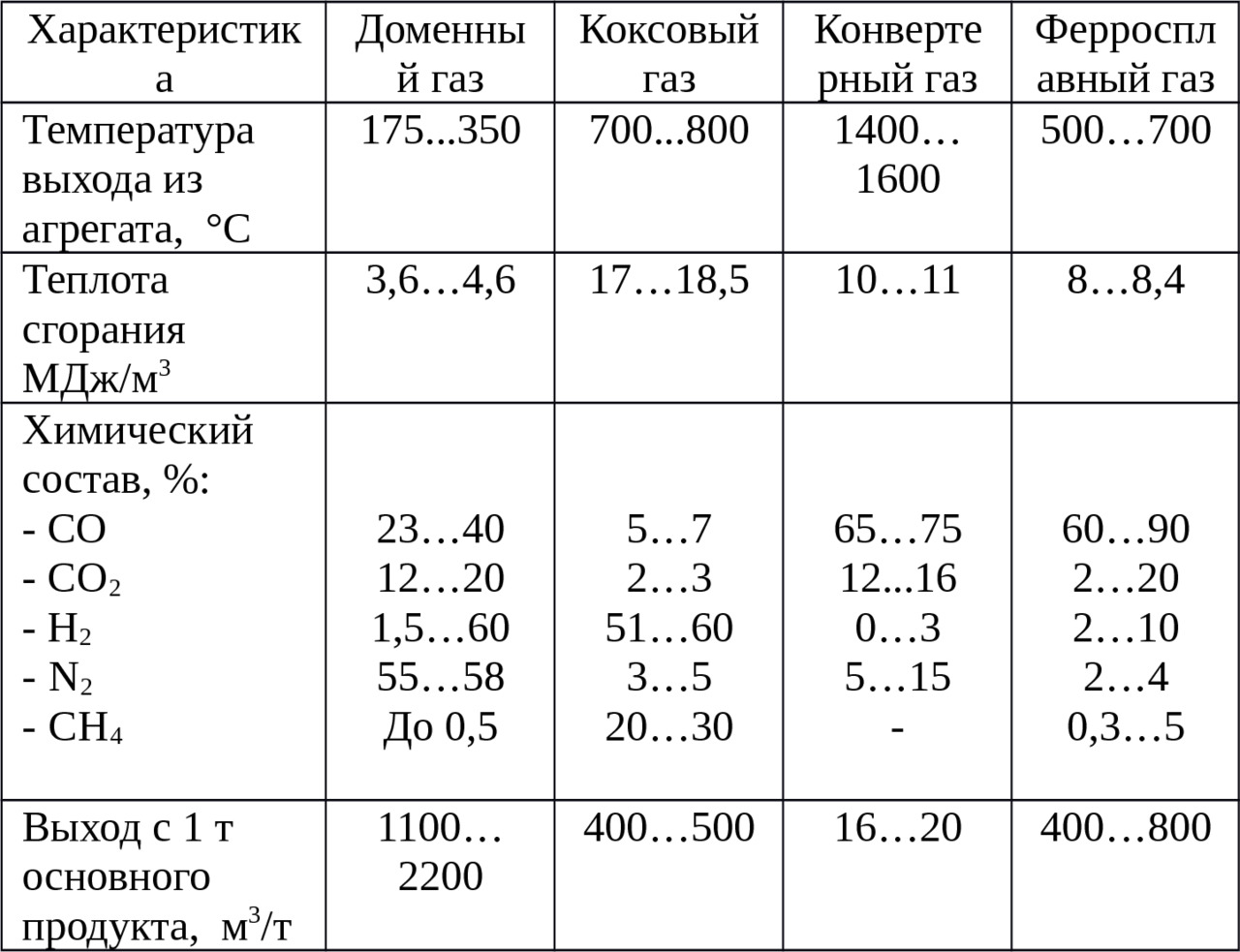
В качестве горючих ВЭР используются коксовый газ, доменный газ и конвертерный газ. Характеристика данных газов приведена в таблице 1.1
§2. Вторичные энергетические ресурсы в доменном производстве
Доменный газ — это наиболее часто используемый топливный ВЭР, который образуется в доменной печи в процессе горения кокса в фурменной зоне и последующего прохождения через слой шихты с восстановлением железа из рудного материала. Горючий потенциал коксового газа объясняется наличием СО, который не успел прореагировать с оксидами железа в рудной части шихты.
Сжигание доменного газа производится в паровых котлах, а также в нагревательных колодцах и методических печах прокатных цехов. Однако это использование опасно из-за большой токсичности доменного газа (наличие в его составе СО — угарного газа) и требует повышенных мер безопасности с постоянным контролем состава воздуха в цеху. Возможно применение доменного газа и для работы коксовых батарей, а также для доменных воздухонагревателей. Может применяться, как только сам доменный газ, так и смесь его с другими видами топлива. За счет сжигания доменного газа возможно покрытие до 30…40% потребности в тепловой энергии металлургического комбината.
Использование доменного газа как теплового ВЭР нерационально из-за его низкой температуре на выходе из печи.
Кроме горючего потенциала доменный газ имеет избыточное давление на выходе их печи, величина которого составляет 0,15…2,4 МПа и зависит от производительности печи. Использование данного избыточного давления производится путем пропускания доменного газа через ГУБТ, которая вырабатывает электрическую или механическую энергию для производственных нужд.
В доменном цехе образуются и тепловые ВЭР. Используется в основном тепло дымовых газов доменных воздухоподогревателей. Температура этих газов может составлять 150…600 °С. Теплосодержание этих газов применять их в котлах-утилизаторах, а также для нагрева самого доменного газа до подачи в газовую утилизационную бескомпрессорную турбину.
К тепловым ВЕР доменного производства относят также физическое тепло основного продукта — чугуна и побочного продукта — шлака. Теплосодержание чугуна фактически полностью используется при дальнейшем производстве стали. Использование же теплоты шлака возможно на установках по грануляции доменного шлака (который используется как строительный материал). В этих установках шлак, имеющий температуру 1200…1500 °С, сначала продувают воздухом, который нагревается при этом до 600 °С. Полученный теплый воздух могут использовать для выработки пара, а тепло остывающих гранул шлака для нагрева воды и выработки пара в котле-утилизаторе.
Физическое тепло шлака можно непосредственно у доменной печи во время его выпуска. Для этого непосредственно над шлаковой леткой и каналом устанавливаются плиты-холодильники, нагревающиеся от тепла шлака, внутри которых проложен змеевик, по которому идет воздух или газ для вдувания через фурмы в доменную печь.
§3. Вторичные энергетические ресурсы в коксохимическом производстве
В качестве ВЭР используется и коксовый газ, который образуется при производстве кокса, в процессе разложения и выделения органических веществ из каменного угля при нагреве в коксовых батареях без доступа воздуха. Характеристика коксового газа приведена в таблице 1.
Коксовый газ применяется в основном в виде смеси с доменным газом для сжигания в мартеновских печах или воздухоподогревателях доменных печей, в нагревательных колодцах и методических печах цехов прокатки и термической обработки металла. Возможно его сжигание в парогазовых и газотурбинных установках для производства электроэнергии.
Косовый газ используется и как тепловой ВЭР. Охлаждение коксового газа производится в основном за три этапа, тепло, отобранное на каждом этапе можно использовать на разные нужды. Тепло первой стадии получают при охлаждении стояков коксовой камеры. Отобранное тепло может использоваться для производства горячей воды и пара. На второй стадии тепло отбирается в газосборниках, но широко не используется. Отбираемое низкотемпературное тепло на третьей стадии (первичные холодильники) используется для нагрева улавливающих растворов, которые используются для очистки коксового газа от серы.
На многих коксохимических предприятиях производится утилизация и физической теплоты самого кокса. Это становится возможным в случае применении технологии сухого тушения кокса, которая предусматривает его охлаждение инертным газам, а не водой (мокрое тушение). По этой технологии инертный газ пропускают через горячий кокс в специальной камере, при этом он нагревается до температуры 650…850 °С. Нагретый инертный газ направляется в котел-утилизатор, или применяется для подогрева воздуха и газа для горения в коксовой батарее, а также в камере подогрева исходной угольной шихты перед загрузкой в коксовую батарею.
§4. Вторичные энергетические ресурсы в сталеплавильном производстве
Конвертерный газ образуется во время конвертерной плавки стали. При продувке жидкого чугуна кислородом через фурму углерод содержащийся в чугуне сгорает с образованием оксидов СО и СО2. Состав и свойства конвертерного газа приведен в таблице 1.
Ограниченность использования конвертерного газа связана с сильным изменением его выхода и химического состава в процессе продувки, что не позволяет осуществлять его стабильную подачу в агрегат для утилизации. Поэтому во многих случаях конвертерный газ сжигают тут же на свече, поскольку он сильно токсичен.
Конвертерный газ сжигают в паровых котлах, расположенных рядом с конвертером, а также используют для отопления камер предварительного подогрева металлолома перед его загрузкой в конвертер. В случае организации операции забора конвертерного газа для последующего использования на большом расстоянии от конвертера необходимо его предварительное охлаждение и очистка, он может использоваться для сжигания в энергетических агрегатах, как химическое сырье или восстановитель для железорудного сырья.
§5. Вторичные энергетические ресурсы других производств
Ферросплавный газ образуется в закрытых печах для выплавки ферросплавов, характеристика газа приведена в таблице 1. В связи с большой загрязненностью пылью и токсичностью, ферросплавный газ в основном сжигали тут же на свечах. Но возможно и его использование как топливного ВЭР после операции очистки от пыли.
На аглофабриках в качестве ВЭР могут использоваться тепло воздуха, охлаждающего агломерат, и тепло самих агломерационных газов, которые направляются в котел-утилизатор.
В прокатных цехах образуются только тепловые ВЭР. В основном широко используется тепло дымовых газов нагревательных колодцев и методических печей. Поскольку их КПД достаточно низок, то тепло дымовых газов потребляется в котлах-утилизаторах, а тепло охлаждающей воды, которая охлаждает элементы печи (балки, глиссажные трубы), используется в СИО для получения пара высокого давления. Возможно также и использование тепла готовой продукции.
Вопросы для самоконтроля
1. Что такое вторичные энергоресурсы, и на какие виды они делятся?
2. Назовите вторичные энергоресурсы, которые вырабатываются в металлургических агрегатах и где они используются.
3. Ресурсо- и энергосбережение при производстве чугуна, технологии прямого восстановления железа
§1. Производство агломерата и окатышей
Окускование руды является необходимой операцией перед загрузкой ее в шахтную печь, которая обеспечивает требуемую проницаемость столба шихты и прочность материала. Для доменной печи используется агломерат и/или окатыши, а для шахтных печей прямого восстановления только окатыши.
Агломерацией называется процесс спекания шитовых материалов на движущейся колосниковой решетке агломерационной машины. Для спекания к руде добавляют кокс, известняк и другие материалы, смешивают, смачивают водой, окомковывают и загружают на колосниковую решетку, которая последовательно проходит через всю агломерационную машину как конвейер. После прохождения зоны сушки поджигается кокс, находящийся в агломерате и в результате его горения происходит спекание шихтовых материалов в прочные куски и частичное восстановление оксидов железа.
Добиться снижения расхода энергии в агломерационном производстве можно:
— стабилизацией фракционного и химического состава шихтовых материалов;
— заменой известняка на известь;
— использованием ВЭР — тепла агломерационных газов и самого агломерата;
— предварительным подогревом шихтовых материалов;
— увеличением высоты слоя шихты, загружаемой на колосниковую решетку;
— использованием дополнительного источника тепла для спекания агломерата (экономия дорогого кокса);
— заменой кокса на уголь, антрацит, торф;
Для производства окатышей измельченный рудный концентрат смешивают с известняком и флюсовыми материалами, смачивают водой и окомковывают на барабанах в шарики диаметром 1…30 мм. Полученные окатыши загружают в обжиговую машину, где производится их обжиг для упрочнения. Само производство окатышей менее энергоемко чем производство агломерата.
Добиться снижения расхода энергии в производстве окатышей можно:
— использованием ВЭР
— путем направления нагретых газов из зоны спекания в зону сушки;
— добавлением в окатыши пылеугольного топлива;
— увеличением площади спекания обжиговых машин;
— увеличением высоты слоя окатышей, загружаемых на колосник.
§2. Доменное производство
Доменные печи являются основным агрегатом для переработки железной руды, хотя количество разнообразных агрегатов для прямого восстановления железа постоянно растет. В доменной печи из руды, которую подвергают окускованию (агломерация или производство окатышей), производят жидкий чугун и побочный продукт — шлак.
Упрощенно технологию доменной плавки можно описать следующим образом. Шихта, в составе которой присутствует железорудная часть (окатыши, агломерат), кокс, известняк и флюсы, загружается по скиповому подъемнику (в современных печах по ленточному транспортеру) и через засыпной аппарат сверху подается в шахту печи.
В нижнюю часть печи (горн) через фурмы подают подогретый воздух для горения и заменители кокса. Возле фурм происходит горение кокса с выделением угарного газа — СО, который поднимаясь вверх по столбу шихты восстанавливает оксиды железа, содержащиеся в рудной части. По мере опускания шихты вниз происходит ее нагрев и расплавление. Жидкий чугун сливается через чугунную летку в чугуновоз и направляется в сталеплавильный цех.
Как уже отмечалось в предыдущей главе, доменное производство занимает первое место по затратам энергии среди других металлургических производств. В себестоимости чугуна около 50% всех затрат приходится на стоимость энергоносителей, превалирующую часть которых составляет кокс. Вследствие чего, основным энергосберегающим мероприятием при производстве чугуна является снижение расхода кокса.
Снизить расход кокса можно как за счет различных технологических мероприятий, непосредственно направленных на снижение расхода, так и за счет замены кокса на другие виды топлива, в частности природный газ.
Основные пути снижения расхода кокса следующие:
— повышение качественных характеристик кокса: повышение прочности, снижение количества мелочи, влажности, золы и содержания серы и щелочных соединений, что обеспечит более ровный ход печи и повышение эффективности процесса;
— повышение содержания железа в шихте на 1% дает экономию кокса до 1,5%, этого можно добиться за счет более глубокого обогащения руды;
— применение заменителей кокса: пылеугольное топливо (ПУТ), природный газ, мазут, восстановительные газы СО и Н2, древесный уголь. Добавление в шихту продуктов пиролиза древесины или антрацита. Эти мероприятия позволяют снизить расход дорогостоящего кокса в перспективе до 30…50%. Расход ПУТ в мире составляет 250…280 кг/т, а, например, на Донецком металлургическом заводе — 125 кг/т, природный газ 50…100 м3/т, мазут 40…60 кг/т;
— обеспечение постоянства свойств шихты (усреднение);
— улучшение конструкции засыпных агрегатов, применение бесконусных лотковых или роторных засыпных устройств, оптимизация порядка подачи материалов в печь, повышение давления на колошнике;
— повышение температуры воздуха для дутья до 1400 °С (воздухонагреватели Калугина), а природного газа до 600 °С;
— сокращение выхода шлака до 250…300 кг/т чугуна;
— увеличение объема доменных печей;
— увеличение длительности кампаний доменной печи;
— применение разнообразных средств автоматизации и контроля.
В качестве ресурсосберегающих мероприятий используется добавка в шихту различных видов отходов: шламов, пыли, окалины.
Сотрудниками Московского института стали и сплавов создан специальный процесс, который предполагает использование в качестве железосодержащего сырья различных отходов, а в качестве топлива низкокалорийных марок углей, который получил название Ромелт.
Также в доменном производстве в качестве горючего и ВЭР избыточного давления используется доменный газ, тепло воды из системы охлаждения, тепло шлака и т. д.
§3. Способы прямого восстановления железа, характеристика продукции и сырья
Процесс прямого восстановления железа является альтернативой доменному процессу. В этом случае из железной руды получают сразу металлическое железо, а не чугун. Таким образом отпадает необходимость в использовании металлургического кокса, и соответственно, в цехах или предприятиях по его производству, что может значительно уменьшить стоимость предприятия, которое строится с нуля.
Также одной из причин, повлекших распространение способов прямого восстановления железа является возможность использования в качестве восстановителя различных видов топлива, как газообразного, так и жидкого, и твердого. Поэтому в настоящее время существует более 20 самых разнообразных технологий прямого восстановления железа, которые принципиально отличаются друг от друга.
В результате большинства процессов прямого восстановления железа получают так называемое губчатое железо.
Наиболее распространенным конечным продуктом прямого восстановления являются металлизованные окатыши — DRI (Direct Reduced Iron) или горячебрикетированное железо НBI (Hot Briquetted Iron).
Окатыши СDRI получают в основном в шахтных печах с охлаждением в нижней части печи до 50º С, после чего отравляются на склад, а затем загружаются в электропечь.
Окатыши HDRI выгружаются из установки прямого восстановления в горячем состоянии и загружаются в расположенную рядом электропечь при температуре 600º С и выше.
Горячебрикетированное железо НBI получается путем прессования брикетов на специальном прессе в формы в виде подушек из металлизированного продукта, который выгружается из печи при температуре около 700º С.
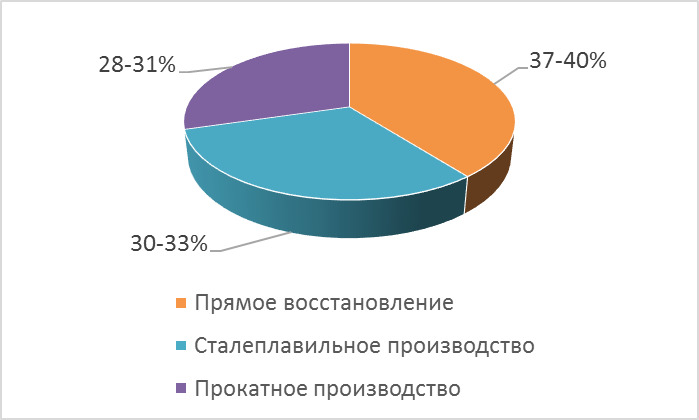
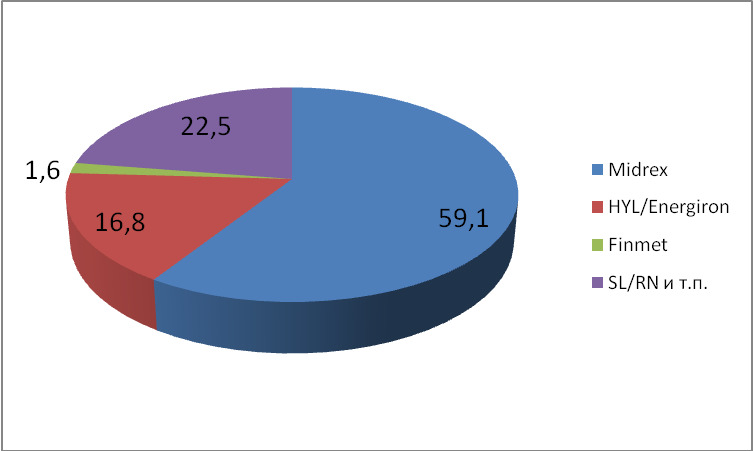
Технологии прямого восстановления железа можно различить по виду восстановителя — газообразный или твердый, а также по фазовому состоянию рудного материала — твердофазные и жидкофазные. Доля различных способов производства железа прямого восстановления в мире в последние годы приведена на рисунке 3.1.
Самым распространенным является процесс твердофазного восстановления руды газообразным восстановителем в шахтной печи Midrex (США). Аналогичный по сути процесс HYL/Energiron предлагает компания Tenova, однако он имеет определённые отличия.
В отличие от технологий Midrex и HYL/Energiron, которые предполагают предварительное окускование сырья в виде окатышей, технология Finmet позволяет использовать рудную мелочь, а восстановление железа происходит в так называемом кипящем слое.
Распространение также получили и технологии, которые используют твердый восстановитель (в основном уголь). К ним относятся такие технологии как SL/RN, ITmK3 и др.
Используются также жидкофазные способы прямого восстановления которые в отличие от твердофазных предполагают выпуск уже жидкой стали или чугуна. Их распространение существенно меньше и во многих случаях эти установки носят экспериментальный характер или имеют небольшую производительность К таким процессам относятся КР, Элред, Инред и др.
§4. Технология Midrex
Процесс Midrex используется с 1969 года, с тех пор построено более 70 печей в 21 стране мира.
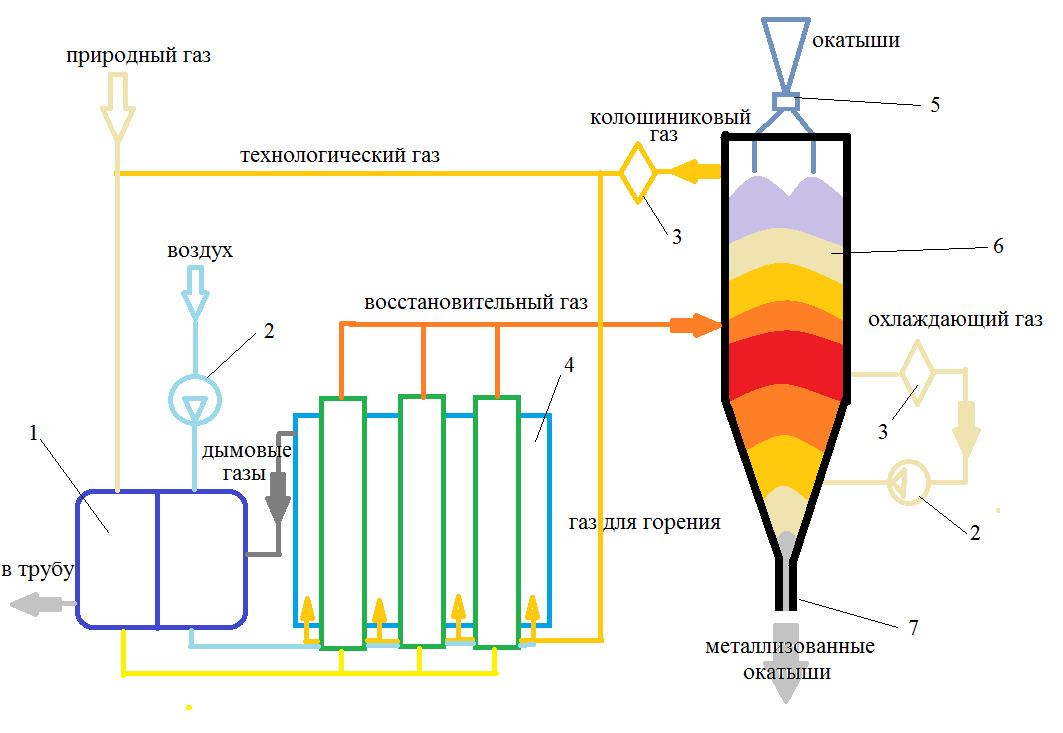
Данная технология предполагает восстановление железорудных окатышей в шахтной печи. Обожжённые окатыши загружаются в такую печь сверху, а в среднюю часть печи подается горячий восстановительный газ (рисунок 3.2). Таким образом, по схеме движения рудных материалов и восстановительных газов процесс аналогичен доменной печи. По мере опускания происходит нагрев и металлизация окатышей, которые выгружаются с нижней части печи в холодном (после охлаждения) или в горячем виде.
В основном восстановительный газ получают из природного газа на установке называемой реформером. В реформере происходит конверсия природного газа при его реакции с водяным паром (который специально подают в реформер) и с диоксидом углерода (который находится в оборотном газе из печи). В результате химических реакций протекающих при температуре 900 °С с участием никелевого катализатора получают восстановительный газ состоящий из CO и H2.
Разработан также новый вид высокопроизводительного реформера, существуют варианты с использованием косового газа или продуктов газификации угля.
Восстановление железа происходит в печи при температуре 1100…1150 °С.
Содержание железа в металлизованных окатышах составляет 90…95%.
В России технология Midrex используется на Оскольском электрометаллургическом комбинате ОЭМК (г. Старый Оскол) где установлено четыре печи, которые производят CDRI. И на Лебединском ГОКе где установлено две печи для производства НBI.
§5. Технология HYL и ее разновидности
В настоящее время существует несколько видов процесса HYL. Процессы HYL — I и HYL — II предусматривали прямое восстановление железа в периодически действующих ретортах емкостью 100…150 т. Загруженный в реторту шихтовый материал продувался сверху восстановительным газом в течении 4…6 часов, после чего выгружался специальным устройством. Однако такой процесс имеет низкую производительность и степень металлизации, последняя к тому же переменная по высоте реторты.
Для устранения этих недостатков был разработан процесс HYL — III, который похож по основному принципу с процессом Midrex. Отличительной особенностью процесса являются повышенное давление (до 0,55 МПа) и температура (до 900–950° С) восстановительного газа, который подается в печь.
Самый современный вариант технологии — HYL/Energiron позволяет использовать различные варианты газообразного топлива (природный, коксовый, синтез-газ, полученный из угля или древесины) и не нуждается в реформере, так как процесс разложения газа происходит в рабочем объеме печи, за счет его частичного сжигания, для чего в печь подается и кислород. Уровень металлизации продукта составляет более 93%.
В России используется только одна установка HYL/Energiron на Лебединском ГОКе.
§6. Производство железа в реакторах кипящего слоя
Агрегат Finmet работает по принципу кипящего слоя и его преимуществом является возможность использования неокускованного сырья.
Агрегат состоит из четырех восстановительных реакторов кипящего слоя, каждый из которых последовательно проходит шихта, состоящая из железорудной мелочи (фракции менее 12 мм). По мере передачи от первого реактора к последнему степень металлизации увеличивается до 91…92%.
Для создания кипящего слоя в реактор подают горячий восстановительный газ с определенной скоростью. Температура восстановления не высока — 500 °С, чтобы исключить спекание железнорудной мелочи. Однако полученное губчатое железо при такой температуре отличается повышенной пирофорностью (самовозгораемостью на воздухе). Поэтому полученное железо необходимо нагревать до температур 820…880 °С а затем охлаждать в среде нейтральных газов.
По этой технологии пока действует только одно предприятие — Orinoco Iron в Венесуэле.
§7. Агрегаты FASTMET и ITmk3
Эти технологии предусматривает получение железа прямого восстановления в печах с вращающимся подом с участием твердого восстановителя — угля. В качестве железосодержащих материалов могут использоваться железная руда, а также железосодержащие пыли и шламы.
Схема процессов приведена на рисунке 3.3.
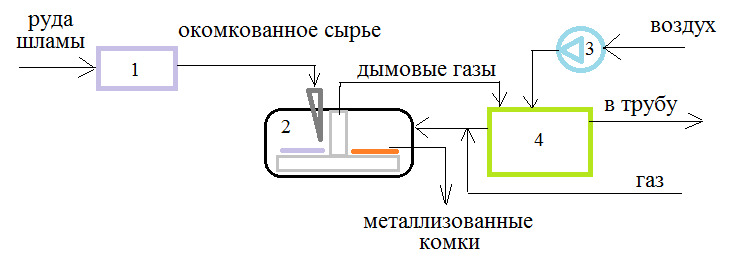
Технология получения железа прямого восстановления следующая. Из мелкой железной руды после ее смешивания с углем получают гранулы, которые высушивают и загружают в печь с вращающимся подом.
Гранулы во время вращения нагреваются горелками, расположенными над слоем, где также происходит дожигание оксида углерода и летучих угля, выделяющихся при нагреве и восстановлении оксидов. Один оборот вращающейся печи осуществляется за 10 мин.
В случае процесса FASTMET продукцией является губчатое железо, FASTMELT — жидкая сталь, а в процессе ITmk3 данные комки плавятся в последней зоне этого пода, тем самым получая гранулы чугуна и шлак. Конечным этапом является разделение чугунных комков и шлака. Такая технология в России используется на Дальневосточном металлургическом комбинате (г. Петропавловск).
Вопросы для самоконтроля
1. Приведите основные пути снижения расхода кокса, назовите его заменители.
2. Что такое железо прямого восстановления? В каком виде оно выпускается?
3. Приведите способы прямого получения железа и дайте их описание.
4. Ресурсо- и энергосберегающие технологии в сталеплавильном производстве
§1. Сравнение энергоэффективности сталеплавильных процессов
В настоящее время для выплавки стали в массовом производстве используют различные типы печей. При анализе эффективности методов по энергосбережению в сталеплавильном производстве следует учитывать, что энергоемкость производства стали — это сумма затрат энергии как непосредственно в самом сталеплавильном процессе, так и суммарная энергоемкость предыдущих переделов (доменного, и подготовки сырья).
Поэтому повышение доли металлолома в шихте резко снижает расход энергоносителей на выплавку стали. Так как суммарные затраты энергии на сбор, подготовку и транспортировку 1 тонны металлолома в среднем 4 раза ниже чем на выплавку 1 тонны чугуна.
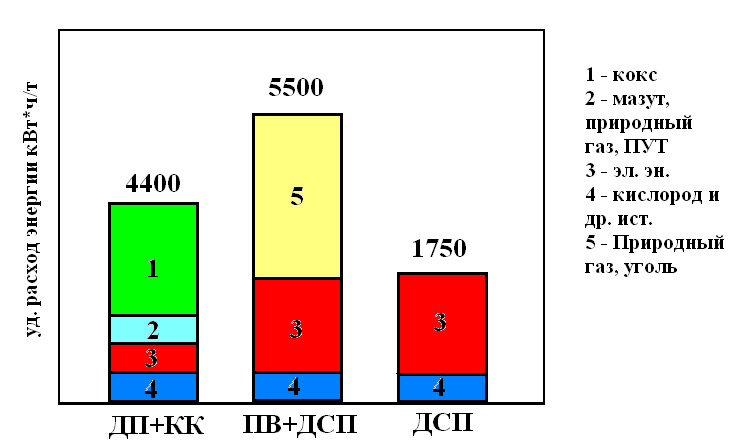
Сопоставление некоторых способов выплавки стали по расходу энергии приведено на рисунке 4.1.
Данный анализ позволяет сделать вывод о том, что наименее энергозатратным является процесс получения стали из металлолома в ДСП, в то время как схема «прямое восстановление железа (ПВ) + ДСП» наиболее энергозатратна, так как в данном процессе используется большое количество природного газа. Схема производства чугуна с использованием доменной печи (ДП) с последующей переработкой его в сталь в кислородном конвертере (КК) занимает промежуточное положение.
В целом, основными направлениями снижения энергоемкости сталеплавильного производства являются:
— выбор оптимальной структуры сталеплавильного производства (сокращение мартеновского производства и т.д.);
— максимальное использование всего ежегодно образующегося на предприятии металлолома;
— снижение доли чугуна в балансе плавки, сокращение расхода ферросплавов;
— совершенствование технологии плавки и конструкции сталеплавильных агрегатов;
— предварительный подогрев металлолома отходящими газами перед загрузкой;
— увеличение объемов внепечной обработки стали, в частности применение агрегата ковш-печь;
— как можно большая утилизация тепла отходящих газов, шлака, охлаждающей воды и металла;
— расширение объемов непрерывной разливки стали;
— выбор оптимальных с точки зрения энергозатрат схем расположения цехов по выплавке чугуна, стали и производству проката.
В качестве ресурсосберегающих мероприятий можно рассматривать технологии переплавки легированных отходов, которые позволяют плавить лом из легированных марок сталей с максимально возможным переходом легирующих элементов в готовый металл. В этом случае возможно исключение или сокращение окислительного периода плавки.
Поскольку мартеновские печи практически полностью выведены из эксплуатации, рассмотрим пути снижения затрат только в кислородно-конвертерном и электросталеплавильном производстве.
§2. Снижение затрат энергии в кислородно-конвертерном процессе
В качестве сырья для кислородного конвертера используется жидкий чугун (70…80%) и металлолом. После загрузки исходных материалов в конвертер для выжигания «лишнего» углерода производят продувку ванны жидкого металла кислородом под высоким давлением через специальную фурму (фурмы).
Продувка разделяется на верхнюю (через погружную медную фурму), нижнюю (через донные фурмы) и комбинированную (одновременно через погружную и донные фурмы, при этом снизу может вдуваться только инертный газ). В процессе продувки кислород реагирует с углеродом и кремнием образую оксиды, при этом выделяется большое количество тепла, которое идет на поддержание температуры металла и расплавление металлолома. Однако этого количества тепла недостаточно для расплавления большего количества металлолома, чем 20…25%.
Конвертерный процесс сам по себе наименее энергоемок по сравнению с другими сталеплавильными процессами, однако использование большого количества чугуна для плавки обуславливает большую энергоемкость конвертерной стали.
Наиболее значимыми путями снижение затрат энергии в кислородно-конвертерном процессе являются:
— повышение температуры чугуна, заливаемого в конвертер, что позволяет добавить большее количество металлолома к шихте;
— увеличение доли металлолома и его предварительный подогрев отходящими газами;
— подача дополнительных энергоносителей в конвертер (измельченный уголь, природный газ);
— совершенствование технологии, в частности переход на комбинированную продувку, которая позволяет существенно уменьшить потери железа в шлаки пыль;
— проведение десульфурации, десиликонизации и дефосфорации чугуна в отдельных агрегатах или в желобе для выпуска чугуна (а не в конвертере и доменной печи);
— применение бесшлакового выпуска стали, для которого необходима установка затворов, которые перекрывают канал для выпуска стали в момент обнаружения частиц шлака в струе металла. Возможно применение также газодинамической отсечки шлака. Обнаружение шлака в этом случае производится инфракрасными или электромагнитными датчиками;
— применение более прочных огнеупоров, что обеспечивает большую стойкость кладки и соответственно увеличение производительности;
— применение технологии раздува шлака, согласно которой после выпуска стали, через фурму вдувают азот под большим давлением, и он разбрызгивает шлак по футеровке конвертера, что повышает ее стойкость;
— использование системы лазерного сканирования состояния футеровки конвертера, что позволяет производить ее оперативный ремонт, тем самым увеличивая ее стойкость.
§3. Снижение затрат энергии в электросталеплавильном производстве
В электросталеплавильном производстве применяют в основном дуговые сталеплавильные печи, на переменном и реже постоянном токе. Используются также индукционные печи в случае небольшого объема производства стали, в основном на машиностроительных предприятиях.
В ДСП переменного тока установлено три графитовых электрода (по одному на фазу), а в ДСП постоянного тока — два: один верхний графитовый и один донный — медный.
Основное преимущество дуговых печей — это возможность выплавлять высококачественные легированные и высоколегированные стали, которые проблемно получать в других сталеплавильных агрегатах.
В процессе работы ДСП создается дуга, имеющая температуру 5000…6000 К между графитовыми электродами и металлоломом. Из-за высокой температуры дуги нагрев и расплавление металла производится достаточно быстро, а усвоение легирующих материалов происходит более полно. Возможность ступенчато регулировать напряжение дуги и силы тока позволяет хорошо контролировать процесс и обеспечивать точную температуру металла.
Таки печи широко используются и для плавки металлизованных окатышей, которые подаются в печь непрерывно, в то время как металлолом загружается в печь за несколько раз большим объемом.
Однако следует отметить, что в настоящее время большинство вышеуказанных операций производится в установках внепечной обработки стали. А основной функцией ДСП является фактически только расплавление металла.
Основными путями снижения затрат энергии в электросталеплавильном производстве являются:
— подготовка металлолома с удалением загрязняющих веществ, в том числе примесей цветных металлов;
— использование для плавки горячего губчатого железа или жидкого чугуна;
— сокращение длительности плавки путем повышения удельной мощности трансформатора;
— уменьшение продолжительности заправки, доводки с выносом операций легирования, раскисления, модифицирования и десульфурации в агрегаты внепечной обработки;
— предварительный подогрев металлолома отходящими газами, который позволяет экономить до 40% электроэнергии;
— работа печей на «болоте», когда после выпуска оставляют большое количество жидкого металла в печи для использования в следующей плавке;
— использование продувки металла инертными газами через донные фурмы;
— применение устройств электромагнитного перемешивания;
— увеличение высоты стенок печи позволяет производить однократную загрузку шихты только одной бадьей с металлоломом;
— установка водоохлаждаемых панелей;
— применение специальных приемов обработки шлака, например вспенивание;
— использование дополнительно природного газа, сжигаемого в газокислородных горелках, позволяет снизить общий расход энергии до 10%;
— использование эркерного или сифонного выпуска стали, позволяющее сократить время выпуска;
— повышение расхода углеродосодержащих материалов.
§4. Процесс Consteel
Процесс Consteel® разработан для снижения расхода энергоресурсов при выплавке стали в дуговой электросталеплавильной печи.
По этой технологии осуществляется непрерывная подача металлолома по конвейеру в ДСП (рисунок 4.2). Таким образом, процесс плавки становится фактически непрерывным. При этом обеспечивается постоянное плоское зеркало металла, над которым горят электроды, а расплавление поступающего металлолома происходит в ванне жидкого металла, что приводит к повышению стабильности процесса. Емкость таких печей составляет от 40 до 320 т. Внешний вид установки приведен на рисунке 9.1
Бесплатный фрагмент закончился.
Купите книгу, чтобы продолжить чтение.