
Бесплатный фрагмент - Материалы для изготовления пластиковых карт
Серия «Производство пластиковых карт». Выпуск 3-й
Введение
Первым производителям пластиковых карт приходилось искать материалы, которые подошли бы для их задач, среди продуктов, разработанных и производимых для других применений, самим подбирать краски, проектировать и заказывать специализированное оборудование. В настоящее время в ассортименте ведущих химических и электронных предприятий присутствуют материалы и компоненты специально разработанные для производства пластиковых карт. Благодаря техническому прогрессу, в пластиковых постоянно появляются новые элементы, для изготовления которых соответственно, требуются новые материалы и комплектующие. В данной брошюре предпринята попытка в систематической форме изложить сведения о всех материалах и компонентах, которые в настоящее время применяются в производстве пластиковых карт. Для того, чтобы помочь производителям карт, не владеющим парком оборудования полного цикла, расширить ассортимент выпускаемых карт, появились фабрики специализирующиеся на изготовлении заготовок карт с магнитной полосой и кавитетами для чип-модулей, пластиков с покрытиями для цифровой печати, преламов и других полуфабрикатов. По этой причине, ниже также будут описаны популярные полуфабрикаты для изготовления пластиковых карт. В связи с тем что самым популярным для изготовления карт остается ПВХ, наиболее подробно будут рассмотрены свойства этого полимера, и вспомогательных материалов предназначенных для изготовления ПВХ карт.
1. Основа карты
Основа пластиковых карт обычно изготавливается из полимерных материалов. Напомним, что полимеры — это вещества, состоящие из мономерных молекулярных звеньев, соединённых в длинные макромолекулы прочными химическими или координационными связями. Полимеры подразделяются на неорганические и органические, природные и искусственные, аморфные и кристаллические, реактопласты и термопласты. Для пластиковых карт, наиболее важна последняя категория.
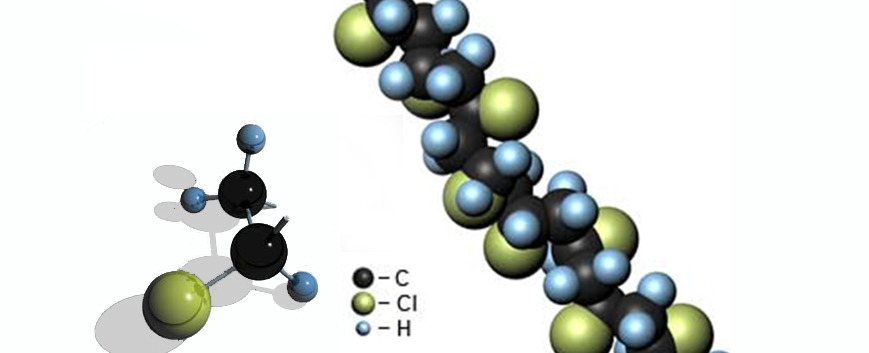
В строении полимера можно выделить мономерное звено — повторяющийся структурный фрагмент, включающий несколько атомов, например, мономер ПВХ C2H3Cl, являющийся «кирпичиком» длинных макромолекул, которые имеет вид ( — СН2—CHCl — ). Последние могут также упрощенно обозначаться как [C2H3Cl] n.
Молекулярная структура полимеров может быть линейная, разветвленная с поперечными связями, или сетевая — с большим количеством поперечных связей. Наличие поперечных связей придает полимерам жесткость и хрупкость — свойства, которые у них сохраняются или усиливаются при нагреве. Полимеры с такими свойствами называют реактопластами. При нагревании реактопласты остаются относительно твердыми, и не могут быть подвергнуты переработке без химической деградации. Наиболее распространенные реактопласты производятся на основе фенолформальдегидных, полиэфирных, эпоксидных и карбамидных смол (например, углеволокно, гетинакс). Реактопласты обычно содержат большие количества наполнителя — стекловолокна, сажи, мел, окись кремния и др.
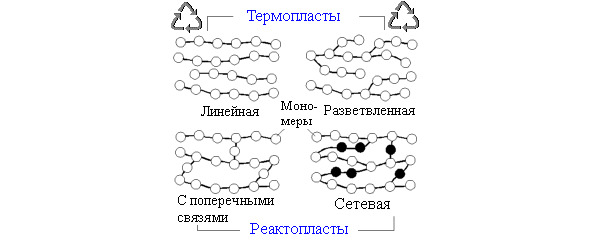
В отличие от реактопластов, термопласты имеют линейную или разветвленную структуру — благодаря чему размягчаются при нагревании и вновь затвердевают при охлаждении. Такое свойство полимеров называется термопластичностью, а сами полимеры — термопластичными, или как сказано выше, термопластами. Термопластичные полимеры можно не только размягчать, но и растворять, так как соединяющие в них молекулы связи Ван-дер-Ваальса легко рвутся под действием реагентов.
Наглядной макромоделью полимера с линейной структурой может служить, например, эластичный войлок, состоящий из спрессованных волокон шерсти, наподобие того, как полимер состоит из длинных макромолекул. К термопластам относятся поливинилхлорид, полиэтилен, полистирол, поликарбонат и др.
Высокомолекулярные соединения, молекулы которых содержат несколько типов повторяющихся группировок, называют сополимерами или гетерополимерами.
Одной из основных характеристик полимеров также является температура стеклования, при которой̆ полимер при нагревании переходит из стеклообразного состояния в вязко-текучее и приобретает признаки вязкой̆ жидкости.
1.1. Поливинилхлорид
Поливинилхлорид (ПВХ, PVC) остается наиболее используемым материалом в индустрии пластиковых карт благодаря своим уникальным физическим свойствам и длительной истории применения. Поэтому в настоящей главе наиболее подробно будут описаны свойства именно этого материала.
Название полимера ПВХ (сокращение от поливинилхлорид), в настоящее время широко употребляется для обозначения различных материалов содержащих этот полимер лишь в качестве одного из компонентов. ПВХ в своем составе хлор (порядка 57% веса), химически стоек, не токсичен, наличие хлора делает его негорючим. Чистый ПВХ по своей природе хрупкий материал, особенно при пониженных температурах. По этой причине на практике смешивают расплавленный ПВХ с пластификаторами, добавляя небольшое количество стабилизаторов, лубрикантов (стеарата), пигментов и других присадок. Таким образом получают материалы с различными свойствами — от так называемого жесткого ПВХ — винипласта (без пластификаторов или с небольшими их добавками), до очень мягких — пластикатов, (содержащих до 50% пластификаторов), разных цветов, включая абсолютно прозрачные.
ПВХ растворяется в циклогексане, тетрагидрофуране (ТГФ), диметилформамиде (ДМФА), ограниченно — в бензоле, ацетоне. Устойчив к действию влаги, кислот, щелочей, растворов солей, бензина, керосина, жиров, спиртов, обладает хорошими диэлектрическими свойствами. Применяется для электроизоляции проводов и кабелей, производства листов, труб, пленок, искусственных кож, поливинилхлоридного волокна, пенополивинилхлорида, оконных профилей, линолеума, обувных пластикатов и т. д.
Основной проблемой, связанной с использованием ПВХ, является сложность его утилизации — при сжигании образуются высокотоксичные хлорорганические соединения. По этой причине существует тенденция замены ПВХ на экологичные материалы: ПЭТГ (полиэтилентерефталатгликоль), поликарбонат (ПК), Теслин, и ПЭТ (полиэтилентерефталат). Однако, из-за того, что эти материалы существенно дороже ПВХ, на практике они используются только в проектах, спонсируемых государством — это водительские удостоверения в США, России и Великобритании (Теслин и ПЭТ), удостоверения личности для жителей стран ЕС (ПК), Китая (ПЭТГ).
ПВХ механически стабилен в диапазоне температур от -20С до 65 С. При температурах меньше 20С становится хрупким, при нагреве свыше 60—65 градусов теряет жесткость.
За долгое время использования в качестве основного материала в производстве пластиковых карт было налажено производство сопутствующих материалов, адаптированных для использования с ПВХ. Это специальные краски и термо-трансферные красящие ленты, клеи, магнитные ленты, полосы для подписи, голографические пленки для горячего тиснения на ПВХ и т. п.
1.1.1. Получение и свойства ПВХ
Поливинилхлорид (ПВХ) — универсальный термопластичный полимер, получаемый полимеризацией винилхлорида. Сырьем для производства винилхлорида являются поваренная соль и нефтепродукты. При производстве поливинилхлорида берут простейшие молекулярные блоки, называемые мономерами винилхлорида и связывают их друг с другом в процессе, называемым полимеризацией.
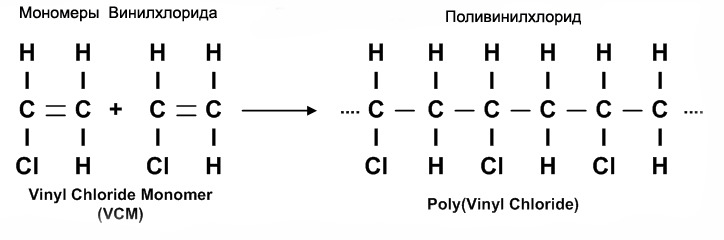
Мономер Винилхлорида, из которого производится ПВХ, впервые был получен в 1835 году, а синтезированный в 1872 году полимер ПВХ начал производиться в промышленных масштабах в 30—40 годах прошлого века.
Кроме «чистого» ПВХ (гомополимера), широко используется его сополимер ПВХА Поливинил-хлорид-ацетат, молекулы которого содержат кроме мономеров винилхлорида [- C2H3Cl] также мономеры винилацетата [C2H4O — C2H3Cl] n. Сополимер в отличие от гомополимера более эластичен и имеет более низкую температуру размягчения. В чистом виде ПВХ не применяется, свойства, благодаря которым он стал незаменимым в строительстве, медицине, для производства игрушек, электроизоляции и пластиковых карт придают ему различные специальные добавки. В настоящее время среди пластиков по объему производства ПВХ занимает второе место после полиэтилена, и является основным материалом для выпуска пластиковых карт.
ПВХ для производства пластиковых карт должен иметь хорошие краскоприемные свойства поверхности и адекватные физические и механические свойства, то есть быть технологичным и прочным. Чтобы получить заданный набор свойств, в состав ПВХ добавляется определенный набор присадок. При производстве листового пластика, размягченный ПВХ смешивается в миксере с присадками, после чего подается через экструдер в каландр, где пропускается через ряд горячих и холодных валов.
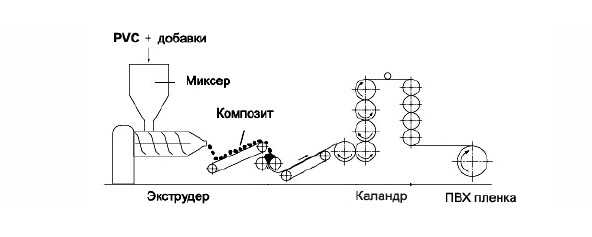
Структура поверхности пленки и ее толщина определяется соответственно текстурой поверхности и зазором между сопряженными валами. На выходе каландра, края пленки подрезаются, при этом формируется пленка заданной ширины и толщины. Получаемые таким образом мастер роли затем режутся на листы или на роли меньшей ширины и длины.
Добавление присадки с целью улучшения некоторого свойства материала, как правило ухудшает его другие характеристики. Например, для того, чтобы расплавленный ПВХ при каландрировании не прилипал металлическим валам, а при ламинировании к нагревательным пластинам, в его состав добавляются лубриканты — присадки, содержащие стеараты, вследствие чего уменьшается смачиваемость поверхности (поверхностное натяжение), и соответственно адгезия краски к поверхности ПВХ при печати.
Натуральный цвет ПВХ желтый, поэтому в него добавляют отбеливатель — двуокись титана, или другие пигменты, что ощутимо увеличивает стоимость материала. Для улучшения эластичности ПВХ в его состав добавляют ABS (Acrilinotrile Butadiene Styrene) and MBS (Methyl acryline butadiene styrene), что в свою очередь ухудшает краскоприемные свойства поверхности, меняет цвет, ухудшает пластичность, в частности приводит к снижению качества эмбоссирования карт.
Как было упомянуто выше, для производства карт используют также сополимер PVC — Polyvinyl Chloride Acetate (PVCA), менее хрупкий материал, характеризующийся более низкой температурой размягчения и более высокой стоимостью чем гомополимер ПВХ. Его используют в чистом виде или подмешивают в гомополимер для снижения температуры размягчения VICAT. Сополимер ПВХА получают из винил-хлорида (CH2CHCl) и винил-ацетата (CH3COOCH=CH2).
Для улучшения долговечности материала (замедления старения) добавляют УФ абсорбенты и стабилизаторы, что требует увеличения содержания пигментов для компенсации изменения цвета. Для того, чтобы получить качественный материал для изготовления пластиковых карт обычно добавляется до 10—15 различных присадок. При этом имеет значение последовательность их добавления, химическая совместимость, размер частиц и плотность.
Основные компоненты, входящие в состав пластика для изготовления карт:
PVC 45 — 80%
ABS 0 — 40%
MBS 5 — 10%
TiO2 2 — 8%
СaCO3 1 — 10%
Лубриканты 1 — 2%
Произведенный таким способом ПВХ, как правило, применим только для печати УФ — закрепляемыми красками, сольватными красками. Если печать карт будет производиться оксидационными (фолиевыми красками), то лучшие результаты получаются на ПВХ, поверхность которого предварительно обработана коронным разрядом, что повышает смачиваемость поверхности. и соответственно адгезию краски. Некоторые производители ПВХ предлагают материал, обработанный коронным разрядом, однако он должен быть использован в течение ограниченного времени, поскольку заряд может рассасываться, особенно при хранении пластика при повышенной влажности.
Для производства пластиковых карт на струйных принтерах, а также для печати карт на цифровых прессах HP Indigo, MGI, Konica-Minolta выпускается ПВХ с дополнительными краскоприемными покрытиями адаптированными соответственно для струйной и электрографической печати. Как правило, эти материалы имеют термоклеевой слой на оборотной стороне. благодаря чему спекание при термокомпресии происходит за более короткое время при пониженных температурах без деградации свойств цифрового изображения.
Ассортимент промышленно выпускаемых ПВХ пленок весьма разнообразен. ПВХ, поставляемый в листах и рулонах широко применяется для производства упаковки, декоративных и полиграфических изделий. Однако в производстве пластиковых карт пригодны только сорта, состав которых специально сбалансирован таким образом, чтобы их можно было использовать для печати, ламинирования и эмбоссирования. Например, если в составе ПВХ много дешевых наполнителей, то он будет спекаться только при очень высоких температурах, при которых пластик может пожелтеть и могут «поплыть» цвета. Если и удастся изготовить арты из таких материалов, то могут возникнуть проблемы с их эмбоссированием, они могут оказаться слишком хрупкими, легко царапаться и коробиться.
1.1.2. Характеристики пленок ПВХ
1.1.2.1. Шероховатость поверхности
Чаще всего характеризуется Ra — средним арифметическим значением отклонения профиля поверхностной линии от средней линии.
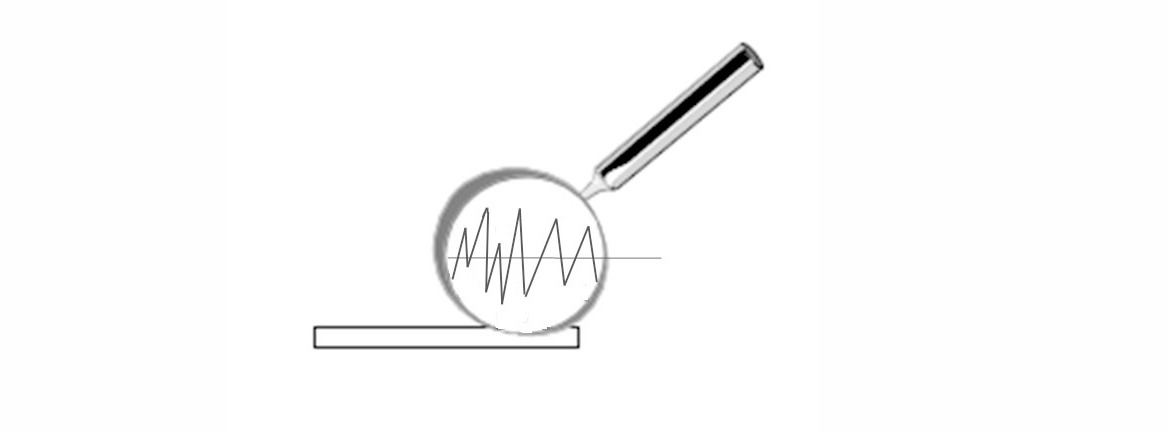
Ra измеряется с помощью профилометра который производит сканирование поверхности подвижной алмазной иглой (стандарт EN ISO 4287) на участке длинной 2,5 см.

Разные степени шероховатости соответствуют разной степени матовости поверхности. Некоторые производители классифицируют свои материалы по степени матовости поверхности: тонкая (Ra 0,7—1,4 мкм), стандартная (Ra 1,4 -2,2 мкм) и грубая (Ra 2,7—4,7 мкм).
Шероховатость оказывает существенное влияние на процесс печати. Шероховатая (матовая) поверхность благоприятна для печати фолиевыми красками. Такие краски высыхают при комнатной температуре за время от нескольких часов до нескольких суток. УФ отверждаемые краски достаточно дороги, их расход выше на шероховатых поверхностях. Поскольку они также хорошо ложатся на гладкие поверхности, нет особой необходимости использовать матовый ПВХ при печати УФ красками.
Сторона, предназначенная для печати и оборотная сторона, как правило имеют разные значения шероховатости и соответственно краскоприемные свойства. Это связано с тем что поверхность валов каландра, формирующих заданную текстуру поверхности со временем, изнашиваются и их необходимо периодически восстанавливать, что связано с дополнительными затратами для производителя. Поскольку пленки обычно используются только для односторонней печати, производителю нет необходимости тратить средства для поддержания качества текстуры оборотной стороны пленки.
1.1.2.2. Глянцевость
Способность поверхности отражать больше света в одном направлении, чем в других. Глянцевость измеряют глоссметром, который определяет процент светового потока зеркально отраженного от поверхности пластика. Сторона, предназначенная для печати и оборотная сторона, могут иметь разные значения глянцевости. Некоторые производители предлагают разные виды пластика, матт/матт, матт/глянец, глянец/глянец. Обычно чем выше глянцевость поверхности, тем поверхность более гладкая и тем ниже шероховатость Ra.
1.1.2.3. Цвет и непрозрачность
Эти параметры взаимосвязаны, поскольку непрозрачность (светонепроницаемость) зависит от содержания двуокиси титана, которое также влияет на цвет. Непрозрачность является важным параметром пластика, особенно для предоплатных карт с кодом, закрытым скретч панелью. Этот параметр также важен при производстве инлеев, преламов и бесконтактных карт, так в этом случае необходимо применять пластик через который не будет просвечивать чип-модуль и антенна внутри карты. Светонепроницаемость ПВХ, так же как и стоимость пропорциональна количеству TiO2 в его составе. При этом надо иметь ввиду, что требуемая светонепроницаемость карты часто обеспечивается автоматически при условии достаточно темного дизайна, при этом нет необходимости использовать дорогой пластик с высоким содержанием двуокиси титана.
1.1.2.4. Размеры
Два размерных параметра листов важны: отклонение размера листа от заявленного в спецификации и косина. Первый параметр зависит от формата листа, и обычно лежит в пределах +/- 0.5mm — 1 mm. Определение допустимой неровности резки листов (абсолютной косины), производится в соответствии c ГОСТ 21102—97. Бумага и картон. Методы определения размеров и косины листа. Или в соответствии с аналогичным стандартом КНР GB/T 451.1—2002.
Для определения абсолютной косины листа пластика, лист ABCD складывают по длинной стороне так, чтобы совпали вершины углов А и D. Несовпадение вершин В и С (В'С, рисунок 1б) указывает на наличие косины листа.
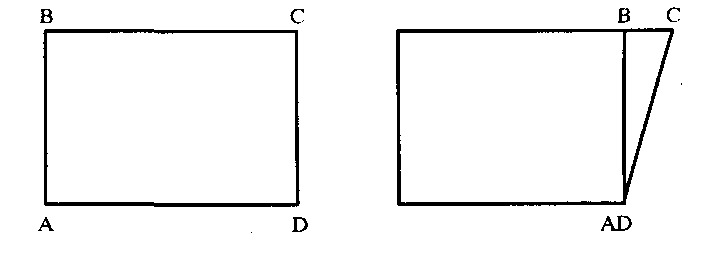
За результат определения абсолютной косины листа Кабс (мм) принимают максимальное значение всех измерений длины отрезков ВС. Для листов размером меньших А4 обычно допустимая норма косины 2 мм, для А4 и выше — 4 мм.
1.1.2.5. Поверхностное натяжение (смачиваемость) поверхности
Определяет краскоприемные свойства поверхности пленки, показывает насколько хорошо жидкости смачивают поверхность. Зависит от физических и химических свойств поверхности пластика. Повышение шероховатости поверхности Ra увеличивает поверхностное натяжение, а добавление поверхностно активных лубрикантов снижают смачиваемость. ПВХ по своей природе обладает достаточно высоким поверхностным натяжением 32 — 34 dynes/cm. в отличие от полипропилена и полиэтилена, поверхность которых обязательно надо обрабатывать коронным разрядом. С помощью специальных приемов смачиваемость поверхности ПВХ увеличивают до уровня 36—39 dynes/cm, а при дополнительной обработке коронным разрядом до 43 dynes/cm.
1.1.2.6. Термическая нестабильность размеров (ТНР)
Cтабильность размеров материала в процессе производства карт является важным фактором для достижения требуемого качества продукта. Линейные размеры ПВХ пленок изменяются после термообработки.
Материалы, полученные методом каландрирования, имеют различные свойства в направлении отлива MD (Machine Direction) и в поперечном направлении TD (Transverse calendaring Direction). ПВХ после прохождения цикла нагрев-охлаждение сжимается в направлении отлива MD и расширяется в поперечном направлении TD. При измерении ТНР квадратный образец пластика размером 10 x 10 см, нагревают до 105С в течение 5 мин, или 140С в течение 20 мин, после чего охлаждают и измеряют изменение размеров в процентном отношении. ПВХ всегда дает усадку в направлении отлива и удлиняется в поперечном направлении. Абсолютная величина ТНР может составлять от нескольких процентов до 25% в зависимости от направления и толщины пленок (чем толще пленка, тем меньше значение ТНР).
Высокое значение ТНР имеют относительно дешевые пластики, отливаемые на больших скоростях. Для того чтобы избежать усадки листов при ламинировании таких пластиков надо минимизировать время их нахождения в горячей башне ламинатора перед сведением пластин.
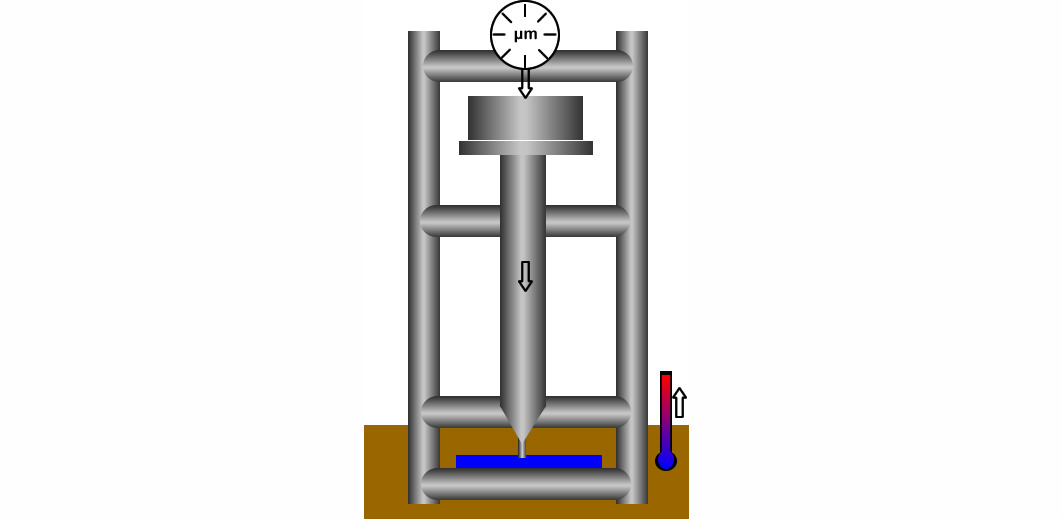
1.1.2.7. Термостойкость (VICAT)
В отличие от кристаллических и полукристаллических полимеров типа полиэтилена (PE) и полипропилена (PP), полимеры, содержащие поливинилхлорид (PVC) не имеют определенной температуры плавления. При повышении температуры они теряют жесткость постепенно. Термопластичность таких материалов характеризуется параметром, определяемым эмпирически по методу Вика и называемым температурой Вика (VICAT). VICAT по стандарту (ГОСТ 15088—83, ISO 306), это температура при которой игла определенной формы погружается в лист пластика толщиной 4 мм на 1 мм при нагрузке 1 Кг A50 (VICAT A) или 5 Кг B50 (VICAT B) при скорости нагрева в масле 50 С/час. Иногда в заводских спецификациях приводятся значения VICAT A120 или B120, измеренные при скорости нагрева 120 С/час, что затрудняет сравнение параметров пластиков разных производителей.
Для уменьшения VICAT в ПВХ, на этапе его производства, добавляют сополимеры винилацетата (ПВХА), для увеличения температуры размягчения добавляют АБС.
Значения VICAT A промышленно выпускаемого ПВХ варьируются в пределах от 51 до 101C, (соответственно от 46 до 87 VICAT B). Среднее значение VICAT A чистого не модифицированного ПВХ (гомополимера) около 72—76 C, (79—83 VICAT B). Следует принимать во внимание, что стоимость ПВХ с иным значением VICAT выше. При этом ПВХ с низким значением VICAT как правило, стоит дороже чем пластик с высоким VICAT из-за более высокой стоимости сополимеров по сравнению с ABS. Однако использование ПВХ с низким значением VICAT позволяет повысить производительность ламинирования за счет сокращения цикла спекания. Использование пониженных температур ламинирования также позволяет избежать проблем с уходом цвета при нагреве краски. ПВХ высоким значением VICAT применяется для изготовления чип-карт (GSM и телефонных карт) которые должны сохранять свою форму при эксплуатации при повышенных температурах в жарком климате.
Если печатная машина позволяет печатать изображение на пластике толщиной порядка 760 мкм, то карты можно изготавливать без ламинирования, предварительно отпечатав на нем изображение с двух сторон. В этом случае применяют гомополимер, поскольку нецелесообразно использовать дорогой сополимер с низким значением VICAT, так как не требуется спекать два листа между собой с помощью термокомпресии (ламинирования).
1.1.2.8. Удельный вес
Удельный вес чистого ПВХ около 1.40 г/ см³ меняется при добавлении присадок, модифицирующих термостойкость, твердость, и цвет пластика. Самые легкие модификации ПВХ имеют с высокое содержание ABS. Значения плотности промышленно выпускаемых пластиков ПВХ варьируются примерно в пределах от 1.15 г/ см³ (с высоким содержанием ABS и соответственно с большим VICAT) до 1.44 г/см³ (имеющих высокую светонепроницаемость за счет присутствия TiO2). Удельный вес пластика также сильно зависит от присутствия наполнителей типа СаСО3 и/или талька, использование которых по каким-то причинам выгодно производителям, но не всегда улучшает эксплуатационные и технико-экономические параметры материала.
Как правило, поставщики пластика продают его на вес, и производители карт, сравнивая цены различных модификаций ПВХ часто не обращают внимание на то, что реальная стоимость листа тяжелого пластика выше чем более легкого при одинаковой весовой стоимости.
1.1.3. Виды ПВХ пленок
Для нужд производителей карт выпускается много видов ПВХ, отличающихся физическими свойствами, в частности, прочностью, температурой стеклования, цветом, и параметрами адгезивных и краскоприемных покрытий.
1.1.3.1. ПВХ для офсетной и шелкотрафаретной печати
Поставляется в толщинах от 100 до 850 мкм. Основные типы пленок:
— Переработанный (recycled) ПВХ, полученный из отходов производства пластиковых карт. Обычно имеет серовато-зеленоватый оттенок и используется для производства дешевых карт с низкими требованиями к качеству, или в качестве среднего слоя (инлея) для снижеия стоимости материала карт.
— ПВХ для бюджетных карт, как правило, на основе гомополимера с небольшим добавлением пластификаторов и двуокиси титана. Применяется для выпуска карт с штрих кодом и магнитной полосой. Обычно имеет сероватый оттенок, поэтому используется для производства карт с изображениями, полностью закрывающими поверхность карты. Этот вид ПВХ может быть не пригоден для качественного эмбоссирования из-за низкого содержания винилацетата, делающего пластик достаточно пластичным для того чтобы избежать растрескивания при тиснении знаков в эмбоссере.
— Стандартный ПВХ с хорошими эксплуатационными ехарактеристиками, пригоден для изготовления большинства видов карт, включая эмбоссированные карты.
— ПВХ для банковских карт, с преимущественным содержанием сополимера и добавками, обеспечивающими улучшенные эксплуатационные свойства карт — прочность на морозе, минимальные изменения размеров при изменении температуры, стойкость цвета пластика к ультрафиолетовым (солнечным) лучам. Для возможности контрастной печати светящихся в ультрафиолете защитных знаков обычно этот сорт пластика имеет специальные добавки, препятствующие голубому фоновому свечению в УФ лучах. Цена такого пластика может на 20%-70% превышать стоимость стандартного.
— Пластик для изготовления карт с чипами и SIM карт. Для обеспечения жесткости и стабильности размеров карт при повышенных температурах пластик как правило содержит высокий процент ABS. Его стоимость может в 1,5—2 раза превышать стоимость стандартного пластика.
— ПВХ для изготовления инлеев бесконтактных RFID карт. Имеет повышенную непрозрачность и термопластичность — низкое значение VICAT, что позволяет избежать избыточных механических и термических нагрузок на контакты чипов с антеннами при термокомпрессии. Его стоимость может в 1,1 -1,7 раза превышать стоимость стандартного пластика.
— Прозрачный ПВХ для печати. Его стоимость может в 1,1—2 раза превышать стоимость стандартного пластика в зависимости от его остальных свойств. Высокую стоимость имеет прозрачный ПВХ, отражающий ИК излучение, который может быть использован для печати машиночитаемых штрих кодов.
— ПВХ с голографической пленкой. На печатной стороне листов находится алюминиевая пленка с голографическим изображением, создающим фон для печатной графики.
1.1.3.2. ПВХ для цифровой печати
Представляет собой листы с краскоприемными покрытиями разработанными для разных видов цифровой печати — для струйной печати чернилами на водной и сольвентной основах, для печати тонером на лазерных принтерах и для печати электрографическими красками.
1.1.3.2.1. ПВХ для струйной печати
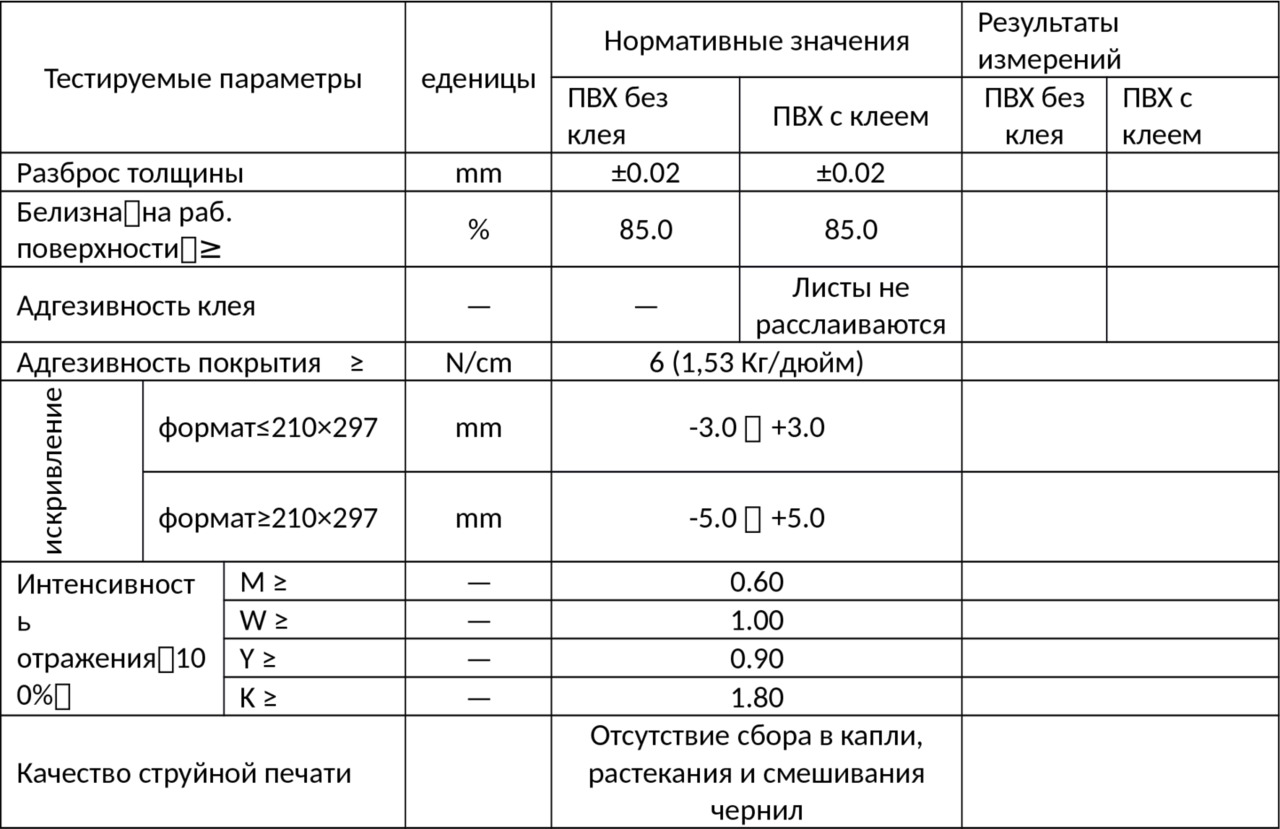
В 2001 году китайская компания Baoding Lucky Digital Imaging Co.,Ltd. начала выпуск в промышленных масштабах ПВХ для изготовления пластиковых карт методом струйной печати. Листы такого ПВХ имеют прочное многослойное покрытие на основе силиконового геля, поливинилового спирта, и желатина и термоклеевой слой на оборотной стороне. Благодаря этому спекание происходит за более короткое время при пониженных температурах без ухудшения свойств цифрового изображения. Для печати чаще используются водорастворимые чернила, которые обладают более высокой яркостью и температурной стабильностью по сравнению с пигментными чернилами. Принтеры, как правило, оснащаются системами непрерывной подачи чернил для снижения себестоимости печати.
В 2007 году в КНР был утвержден национальный стандарт на пластик для струйной печати HG/T 3938—2007 в основу которого были положены ТУ компании Baoding Lucky Digital Imaging Co.,Ltd.
Бесплатный фрагмент закончился.
Купите книгу, чтобы продолжить чтение.