
Бесплатный фрагмент - Концепции и технологии цифровизации машиностроительного предприятия
Учебное пособие

Введение
В области конструкторско-технологической подготовки производства уже привычными стали аббревиатуры CAD/CAM/CAE/PDM/PLM. При этом PLM (Product Lifecycle Management) — управление жизненным циклом изделия — включает в себя все системы, ранее перечисленные. Однако PLM — это не единая система, а методология комплексного применения современных информационных технологий c упором на управление данными об изделии. PLM предполагает новые методы работы с информацией об изделии, позволяя тесно увязать ее с процессами, обеспечивая одновременный доступ к данным разных категорий сотрудников и реализацию в полной мере принципов параллельного проектирования изделий.
Многие долгосрочные преимущества внедрения систем управления жизненным циклом изделия (PLM) не удастся реализовать без наличия исчерпывающей стратегии цифрового производства. Цифровое производство — ключевое место интеграции PLM с различными технологическими системами и оборудованием, обеспечивающее обмен данными об изделии между конструкторами и технологами. Подобный обмен позволяет предприятиям достичь заданных целей в плане сроков разработки и объемов выпуска, а также добиться снижения себестоимости благодаря устранению дорогостоящих изменений, вносимых на этапах процесса разработки.
Совместная работа различных ИТ систем предприятия может быть организована по разному. Для этого используются различные концепции. Это и цифровые двойники, цифровая трансформация, Индустрия 4.0 и др.
С жизненным циклом изделия или ЖЦИ в большей степени работают PLM системы. Добавление к рассмотрению других жизненных циклов (ЖЦ), например ЖЦ производства позволит правильно организовать взаимодействие этих циклов. Для сложных изделий не все компоненты изготавливает головное предприятие. Довольно много компонентов изготавливают поставщики. Работа с поставщиками — это чаще всего область ERP систем. Иногда говорят и о специализированных CSM системах, но на практике они обычно выступают подсистемой ERP системы. Однако, и ERP, и CSM не рассматривают технический уровень производства поставщиков. Т.е жизненные циклы (своего) производства и жизненные циклы цепочки поставок должны быть связаны с ЖЦИ.
Рассмотрению различных концепций взаимодействия промышленных ИТ систем и посвящена глава 1. PLM системы оказываются центральным элементом такого взаимодействия, потому основные функции PLM систем рассмотрены в главе 2.
Сложное наукоемкое машиностроение выдвигает дополнительные требования, а для их учета появились дополнительные подходы, обычно реализуемые в PLM системах. Они и рассмотрены в главе 3.
Обычно почти независимо от PLM рассматриваются системы управления предприятием и производством — обычно это ERP и MES. Поддержка процессов управления материальными ресурсами, финансовыми потоками, складским хозяйством, основными фондами, персоналом, планированием производства, сбытом и обслуживанием продукта относится к компетенции ERP-систем (Enterprise Resource Planning — управление ресурсами предприятия). Собственно с производством работают MES-системы (Manufacturing Execution System — производственная исполнительная система), которые предназначены для оперативного управления производством в реальном времени; обеспечивают оптимизацию управленческих решений с учетом текущей информации о состоянии оборудования и производственных процессов. Эти системы кратко рассмотрены в главе 4 в основном в свете взаимодействия с PLM системами.
В некоторых отраслях промышленности вопросы менеджмента качества достаточно жестко регламентированы и связаны как с техническими требованиями к изделию, так и с особенностями производства компонентов изделия. Например, так сделано в стандарте поставщиков автокомпонентов IATF 16949. Стандарт предписывает сертификацию производства поставщика в свете возможности изготовления компонентов надлежащего качества, в заданные сроки и в требуемых объемах. Для поддержки этого стандарта даже появились специализированные системы — QMS системы. Они и рассмотрены в главе 5.
В главе 6 рассмотрены отдельные аспекты интеграции PLM, MES, QMS систем, а также особенности ведения проектов внедрения таких систем.
Все главы завершаются контрольными вопросами для закрепления материала.
Глава 1. Концепции цифровизации производственного предприятия
1.1 Умное производство (Smart manufacturing)
Умное производство отличается от других технологических производственных парадигм, оно определяет видение производства следующего поколения с расширенными возможностями. Оно основано на новых информационных и коммуникационных технологиях и поддерживается за счет сочетания особенностей более ранних производственных парадигм. К более ранним можно отнести гибкое производство, бережливое производство, цифровое производство, быстрореагирующее производство, Индустрия 4.0, цифровые двойники и др.
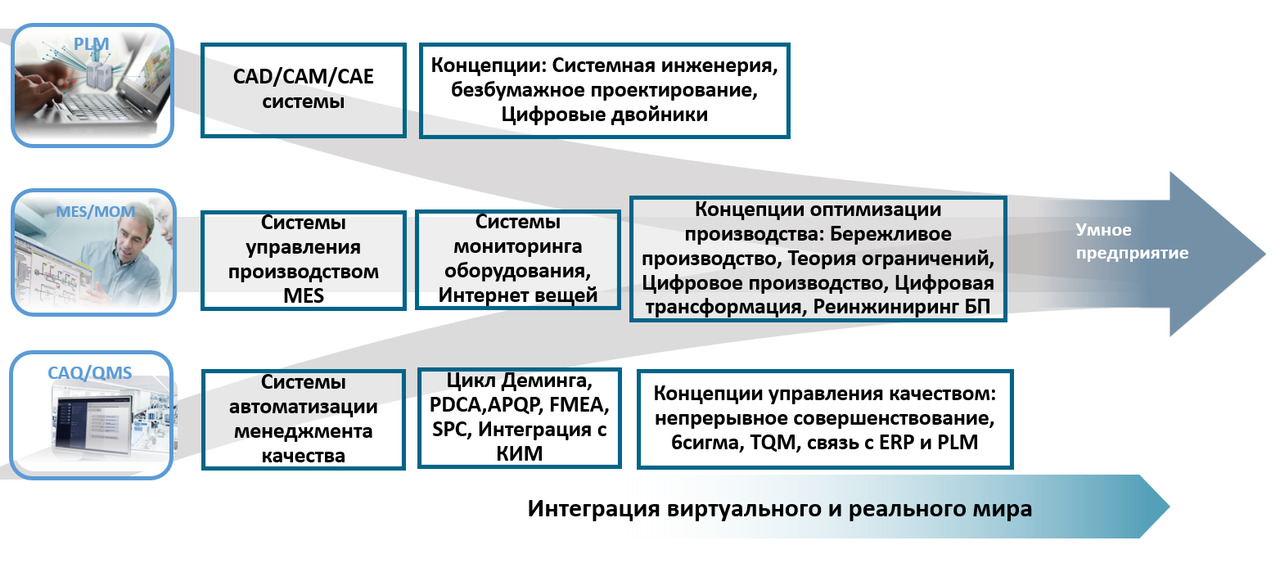
Кратко это показано на рис. 1.1
Умное производство охватывает широкий спектр систем в производственном бизнесе, включая производственные, управленческие, проектные и инженерные функции. На рис. 1.2 показаны три линейки задач, которые работают совместно в рамках умного производства [1]. Каждая линейка — продукт (зеленая), производственная система (синяя) и бизнес (оранжевая) — отображается в пределах его собственного жизненного цикла. Жизненный цикл продукта связан с информационными потоками и элементами управления, начиная с ранней стадии проектирования продукта и продолжая вплоть до окончания срока службы продукта. Жизненный цикл производственной системы фокусируется на проектировании, развертывании, эксплуатации и выводе из эксплуатации всего производственного объекта, включая его системы. Бизнес-цикл затрагивает функции взаимодействия поставщиков и клиентов. Каждое из этих измерений играет важную роль в вертикальной интеграции оборудования и корпоративных систем в так называемую Производственную пирамиду.
Исторически сложилось так, что эти аспекты рассматривались как отдельные области. Действительно, интеграция даже по одному из этих направлений является нетривиальной задачей, и над ней ведется активная работа. Заметим, что организации, которые были созданы для интеграции отдельных аспектов этой экосистемы, расширяют свои возможности, чтобы охватить цифровые потоки (digital thread) во всех измерениях (оранжевые стрелки на рисунке 1). Парадигмы, такие как непрерывное совершенствование процесса (CPI — continuous process improvement), гибкое производство (FMS — flexible manufacturing) и проектирование для производства и сборки (DFMA — design for manufacturing and assembly) основаны на обмене информацией между измерениями, как показано на рисунке 1. Более тесная интеграция внутри и по всем трем измерениям приведет к более быстрым циклам создания инновационных продуктов, более эффективным цепочкам поставок и большей гибкости производственных систем.
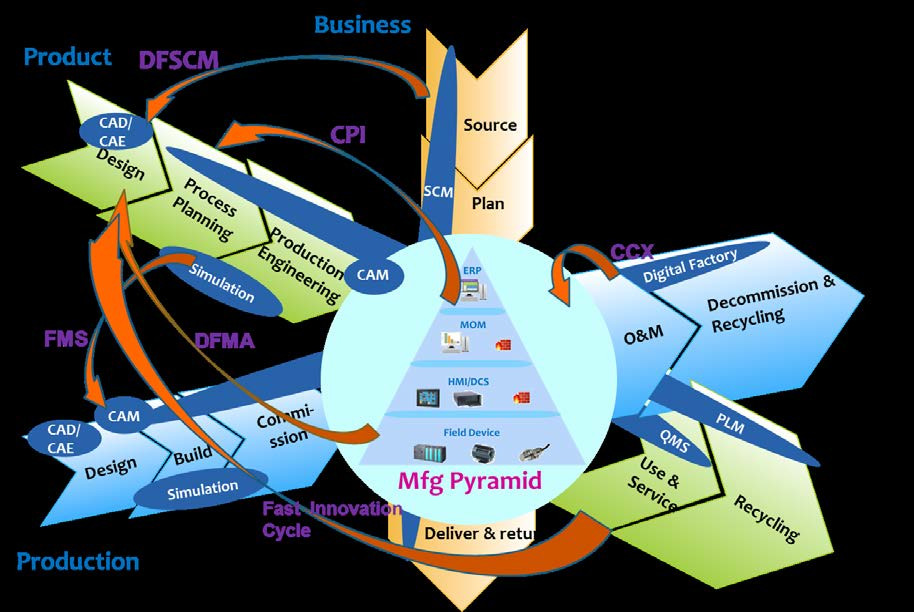
Жизненный цикл продукта в контексте умного производства включает 6 этапов: проектирование, планирование процесса, проектирование производства, изготовление, использование и обслуживание, а также окончание срока службы и утилизация. Существующие стандарты, особенно в области автоматизированного проектирования (CAD), автоматизированного производства (CAM) и автоматизированных технологий (CAx), в целом значительно повысили эффективность проектирования. Кроме того, эти стандарты повышают точность моделирования и сокращают циклы внедрения инноваций в продукцию, тем самым напрямую повышая гибкость производственной системы и качество продукции. Достижения в этой области привели к появлению новой парадигмы разработки продукта, известной как разработка на основе моделей или предприятие, или MBE (model-based engineering or enterprise).
Типичные этапы жизненного цикла производственной системы включают проектирование, сборку, ввод в эксплуатацию, ввод в эксплуатацию и вывод из эксплуатации. Производственные системы и оборудование, как правило, предназначены для производства семейства продуктов. Степень гибкости производства — насколько адаптивна производственная система в ответ на рыночные и изменения в цепочке поставок — это ключевое проектное решение, которое влияет не только на стоимость, но и на продолжительность жизненного цикла производственной системы. Этап ввода в эксплуатацию включает тестирование всей производственной системы, включая оборудование, установку и оборудование, и передачу системы в эксплуатацию. Система проверяется на работоспособность в соответствии с проектными целями и спецификациями. После ввода в эксплуатацию производственная система переходит в режим устойчивого состояния операционной деятельности и технического обслуживания. Когда происходят радикальные внутренние или внешние изменения, например, если основные подсистемы выходят из строя или целевая группа продуктов постепенно исчезает с рынка, срок службы продуктовой системы подходит к концу. На этом этапе производство прекращается навсегда или система перерабатывается.
Этапы бизнес цикла включают планирование, ресурсы, изготовление, поставка, возврат (Plan-Source-Make-Deliver-Return cycle) для управления производственной цепочкой поставок.
Производственная пирамида является ядром цифрового предприятия и является местом, где сходятся и взаимодействуют жизненный цикл продукта, производственный жизненный цикл и бизнес-цикл. Обычно эта пирамида и определяет иерархию производственных ИТ систем и известна как стандарт ISA95.
В настоящее время активно обсуждается необходимость замены этого стандарта. Информационные модели, представляющие интеллектуальные устройства в цехах и производственных службах, также необходимы для повышения производительности и гибкости за счет поддержки реконфигурации оборудования, а также обеспечения более оптимального поддержания работоспособности. По мере того, как эти системы систем вступают в силу, интеллектуальная машинная коммуникация стандарты наряду с архитектурной структурой позволят автоматизировать контроль на системном уровне и обеспечить прозрачность данных от самых низких уровней производства до более высоких уровней контроля.
Такой попыткой и является новая модель от ассоциации MESA.
1.2 Модель умного производства от MESA
В конце 2021 г. ассоциация MESA анонсировала новую модель умного производства (Smart Manufacturing), которая и ставит целью разобраться со всеми модными концепциями.
MESA традиционно занимается системами класса MES, а также продвигает широко известный стандарт ISA95, позволяющий реализовать взаимодействие между корпоративными информационными системами (ERP) и системами управления производством (MES). Обычно модель ISA95 представляют в виде пирамиды: системы дискретной автоматизации (датчики, контроллеры, приводы, SCADA-системы и т.д.) занимают уровни 1 и 2, MES — уровень 3, ERP и PLM — уровень 4.
Новая модель Smart Manufacturing выходит за рамки технологий и MES, включая цепочку поставок, обеспечение качества, инжиниринг, аналитику, исследования и разработки и многие другие области, а не только производство. В настоящее время синергия новых технологий является одним из ключевых факторов для развития умного производства. Однако мало применить новые технологии, необходимы организационные мероприятия, которые усилят эффект от современных достижений.
Модель MESA для умного производства объединяет три взаимосвязанные категории. На рис. 1.3 они показаны в виде трех барабанов, которые взаимодействуют между собой в процессах перехода от бизнес-целей к результатам производства [2]. Первая категория — это жизненные циклы (Lifecycles). Причем речь не только о жизненном цикле изделия (ЖЦИ). Жизненные циклы распространяются на все бизнес-процессы и потоки создания ценности, необходимые для производства. Концепция Smart Manufacturing призвана повысить связность и прозрачность во всех измерениях предприятия, влияя на жизненные циклы всех объектов и субъектов производственного процесса.
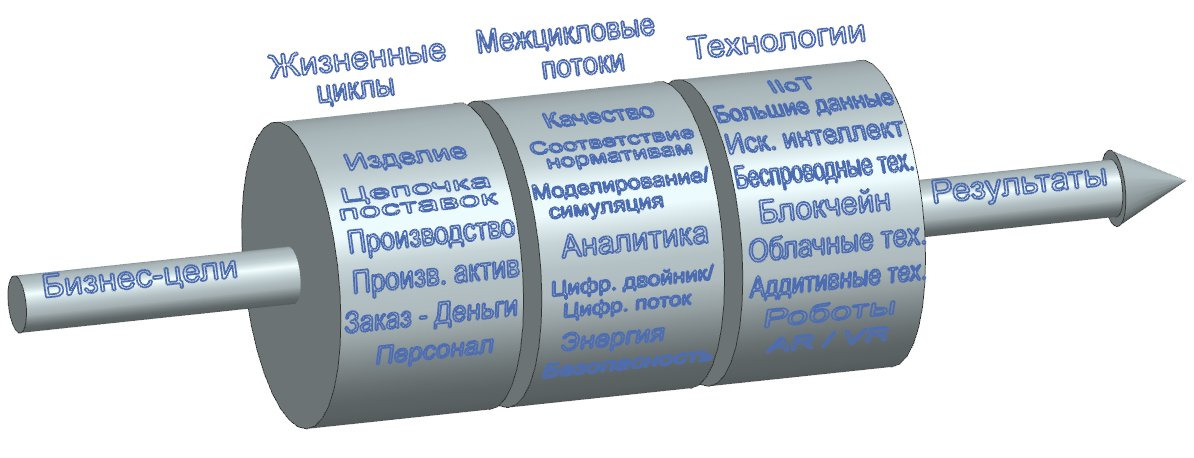
Новая модель рассматривает жизненные циклы: изделий, цепочки поставок, производства, производственных активов, «заказ-деньги», персонал.
Любая производственная среда включает составляющие производственного процесса, которые взаимосвязаны между собой. По этой причине модель также включает набор потоков информации между объектами, жизненные циклы которых рассматриваются (Cross-Cycle Threads), а именно: качество, соответствие нормативам, моделирование / симуляция, аналитика, цифровой двойник / поток, электроэнергия, безопасность.
Потоки информации помогают связать воедино функции различных производственных процессов и объектов для достижения конкретных целей, таких как предписанные уровни качества, соответствие нормативным требованиям или снижение энергопотребления. Некоторые потоки информации имеют глобальные цели, такие как задачи аналитики, безопасности и т. д. Концепция гарантирует, что все участвующие в производственном процессе объекты и субъекты согласованно, а не независимо.
Умное производство также обеспечивается современными технологиями. Новая модель MESA учитывает эти технологии: Industrial Internet of Things (IIoT), большие данные, технологии искусственного интеллекта, беспроводные технологии передачи данных, блокчейн, облачные технологии, аддитивные технологии, роботизация, виртуальная и дополненная реальность.
Жизненные циклы
Жизненным циклом изделия (ЖЦИ) обычно занимается PLM система. Но как показывает практика в тени остается собственно производство. И в большинстве случаев связка PLM — MES не работает. Новая модель призвана исправить ситуацию.
Добавление жизненного цикла (ЖЦ) производства позволит правильно организовать взаимодействие этих циклов. PLM — это система (или набор систем) уровня предприятия или даже холдинга. MES — это система уровня цеха или участка, то есть в общем случае на предприятии будет несколько MES, и даже если они созданы на одной платформе, то все равно это разные системы. В такой постановке публикации практически отсутствуют. Для сложных изделий не все компоненты изготавливает головное предприятие. Довольно много компонентов изготавливают поставщики. Работа с поставщиками — это чаще всего область ERP-систем. Иногда говорят и о специализированных SCM системах, но на практике они обычно выступают подсистемой ERP системы. Однако, и ERP, и SCM не рассматривают технический уровень производства поставщиков. Другими словами, жизненные циклы (своего) производства и жизненные циклы цепочки поставок должны быть связаны с ЖЦИ.
Такое взаимодействие наиболее полно регламентировано в стандарте поставщиков автокомпонентов IATF 16949. Стандарт предписывает сертификацию производства поставщика в свете возможности изготовления компонентов надлежащего качества, в заданные сроки и в требуемых объемах. Для поддержки этого стандарта даже появились специализированные системы менеджмента качества — QMS (подробнее смотри главу …). Фактически в QMS есть элементы и ЖЦИ, и ЖЦ производства и ЖЦ цепочки поставок. Но это только в одной отрасли. Есть попытки распространить опыт автопрома на авиационную промышленность (стандарты серии AS/EN9100) и на производителей железнодорожной техники (ISO TC 22163), но пока в меньшей степени.
Для взаимодействия разных жизненных циклов в новой модели есть отдельная категория — межцикловые потоки (рисунок). Рассмотрим их подробнее.
Межцикловые потоки информации
Отметим, что темы «качество» (Quality) и «соответствие нормативам» (Compliance) в новой модели MESA даны первыми. Предполагаем, что по степени важности. Это инструменты взаимодействия разных ЖЦ, причем уже в значительной степени формализованных в стандартах менеджмента качества и в QMS.
Далее идут «моделирование/симуляция» (Modeling / Simulation) и «цифровые двойники/цифровые потоки» (Digital Twin / Thread).
В настоящее время больше известны цифровые двойники изделия. Обычно постановка вопроса направлена на использование CAE систем с целью замены реальных испытаний виртуальными. Тема актуальная, но не затрагивает производство. Также не рассматриваем цифровые двойники для стадии эксплуатации изделий. Сконцентрируемся на производстве.
Цифровым двойникам производства посвящены работы Фролова В. Б., например [3]: «На стадии управления жизненным циклом изделия (PLM) создается так называемый цифровой двойник изделия, а на стадии организации производства и изготовления формируется цифровая модель материальных потоков, представляющая собой цифровой двойник производственной системы». И реализуется это обычно с помощью MES. Производственная система машиностроительного предприятия на этапе ее эксплуатации подвержена функциональным и структурным изменениям из-за технического перевооружения, изменения номенклатуры и программы выпуска. В результате этих изменений создаются новые конфигурации производственной системы. Цифрой двойник производственной системы отражает ее конкретную конфигурацию. Он позволяет проводить необходимые расчеты для принятия управленческих решений, отображать в режиме реального времени производственные процессы, протекающие в производственной системе, проводить различные эксперименты типа «что, если» путем математического моделирования производственных процессов.
Однако и здесь нет однозначного ответа на вопрос: в какой системе осуществляется контроль качества и как это связано с управлением качеством. Проведение контроля с фиксацией прослеживаемости — одна из функций MES. Работа с браком — тоже задача MES (но без долговременных мероприятий). Поиск причины брака может занимать длительное время и требует анализа, командной работы и т. д. Это выполняется в QMS. В качестве долговременных мероприятий могут быть запросы в PLM систему на изменение конструкции или технологии для снижения вероятности отказов. QMS — более глобальная система, по сравнению с MES. Она может объединять несколько площадок, на которых разные системы класса MES или их нет вообще. Если какие-то детали можно производить на разных площадках, то анализ рисков и планирование контроля в общем случае могут сильно различаться. Такой анализ может помочь в принятии решений о переносе производства на ту или иную производственную площадку и т. д.
Производственная трансформация
С цифровыми двойниками тесно связано и понятие цифровой трансформации. Нас интересует его применение для машиностроения, называемое производственной трансформацией. Вот определение от аналитической компании LNS [4] «Производственная трансформация — это проактивный и скоординированный подход к использованию цифровых технологий для постепенного улучшения в производственных операциях».
Эксперты LNS выделяют четыре стадии в области производственной трансформации: инкубационная (Incubate), доказательная (Prove), масштабирование (Scale), внедрение (Embed).
На первой стадии практически каждое промышленное предприятие, которое инициирует трансформацию, делает это, формируя программу промышленной трансформации. Часто это выполняется силами внешних консультантов. Целью является тестирование технологии на пилотных проектах. На второй стадии программы надо перейти от презентаций к фактическому успеху внедрения (даже если он небольшой). Нужны быстрые решения и они, как правило, развертываются на самых технически продвинутых заводах, которые можно назвать маяками.
Третья стадия (scale) программы выходит за рамки технической конвергенции операционных технологий (OT) и информационных технологий (IT) и переходят к организационной конвергенции. Это первый этап, когда промышленные организации реально начинают свою трансформацию. Глубокое и широкое взаимодействие с оперативным персоналом становится центральным элементом программы. Нужны инвестиции в «инфраструктуру» (сбор данных, обработка, контекстуализация и т. д.) без прямой и немедленной окупаемости. И на четвертой стадии проходит собственно внедрение. Здесь пересматривается сама программа трансформации и упор делается на пересмотре стандартных операционных процедур по всей компании.
В исследовании отмечается, что положительное влияние на финансовые показатели компании в виде увеличения выручки, снижения себестоимости реализованных товаров и увеличения операционной маржи — реализуются на последних двух этапах трансформации. Между стадиями 2 и 3 требуется кардинальное перестроение бизнес-процессов. Производители должны перестроить свои команды, бизнес-процессы, стратегии и методологии. Фактически речь идет о реинжиниринге бизнес-процессов. Этот очень важный инструмент призван настроить межцикловые потоки данных в рассматриваемой модели.
Реинжиниринг процессов необходим и для использования новых технологий в существующем производстве, через него и происходит связывание всех трех категорий новой модели умного производства.
1.3 Автоматизация, цифровизация, цифровая трансформация
Рассмотрим определения этих понятий.
Автоматизация — это замена действий людей, направленных на сбор и обработку данных, работой системы. При этом сам результат и качество процесса остаются неизменными. Меняется только количество человеческих усилий. Как результат, можно снизить потребность в персонале.
Цифровизация — это изменение модели управления процессом через работу с данными. С помощью цифровизации можно влиять как на качество, так и на стоимость результата процесса (не только за счет сокращения количества людей). Сам результат (продукт на выходе) при этом остается неизменным.
Цифровая трансформация — это изменение процесса для получения альтернативного результата. Фактически подключается реинжиниринг бизнес-процессов.
Цифровая трансформация требует определенного уровня зрелости предприятия (о уровне зрелости поговорим отдельно — пока в разработке). Самый доступный путь — это заниматься проектами цифровизации, которые будут готовить базу для дальнейшей трансформации.
Хорошо структурированная работа по цифровизации производственных предприятий выполнена совместно специалистами компаний Autodesk, Solver и Московской школы управления (МШУ) Сколково [5].
В целом цифровая трансформация — это трансформация бизнеса путем пересмотра бизнес-стратегии, принятие новых моделей развития бизнеса, операций, продуктов, маркетингового подхода, целей и т. д. путем принятия передовых производственных технологий. Она призвана ускорить продажи и рост бизнеса.
Новая модель развития основывается на использовании передовых производственных технологий (Advanced Manufacturing Technologies), представляющих собой сложный комплекс мультидисциплинарных знаний, наукоемких технологий и систем, интеллектуальных ноу-хау, полученных с помощью длительных и дорогостоящих научных исследований, эффективного применения концепции открытых инноваций и трансфера передовых наукоемких технологий.
Передовые производственные технологии умного производства в первую очередь включают в себя:
• цифровое проектирование, включая компьютерное моделирование (Computer-Aided Design, CAD), компьютерный и суперкомпьютерный инжиниринг (Computer-Aided Engineering, CAE, и High-Performance Computing, HPC), технологии оптимизации (Computer-Aided Optimization, CAO), бионический (генеративный) дизайн (Bionic / Generative (Simulation&Optimization) -Driven Bionic / Generative Design), цифровые двойники (Digital Twin);
• большие данные (Big Data), генерацию «умных» больших данных (Smart Big Data) на основе цифровых двойников;
• промышленные датчики и индустриальный интернет (IIoT);
• новые материалы (в первую очередь композиционные материалы, метаматериалы, металлопорошки для аддитивного производства);
• аддитивные и гибридные технологии;
• гибкие производственные ячейки, робототехнические комплексы;
• информационные системы управления производством и предприятием;
• технологии виртуальной и дополненной реальности;
• экспертные системы и искусственный интеллект
В рамках концепции умного производства можно выделить концепцию фабрик будущего (Factories of the Future). Так в [5] выделено три вида фабрик будущего: цифровые фабрики (Digital Factory), умные фабрики (Smart Factory) и виртуальные фабрики (Virtual Factory). Эти три вида производств отличаются по целям создания и применяемым технологиям.
Цифровые фабрики ставят целью «увидеть» продукт до того, как он будет реально произведен. Основные технологии: CAD/CAM/CAE, PDM/PLM, cтанки с ЧПУ, аддитивные технологии и др.
Умные фабрики в дополнение к целям цифровых фабрик предполагают более широкое использование средств автоматизации, улучшенный контроль и оптимизацию процессов. Умные фабрики нацелены на серийный выпуск изделий, но при сохранении максимальной гибкости производства. Обеспечивается это благодаря высокому уровню автоматизации и роботизации предприятия. Широко применяются автоматизированные системы управления технологическими и производственными процессами. Технологии промышленного интернета вещей (IIoT) обеспечивают межмашинное взаимодействие оборудования. Справиться с резко возросшими потоками информации, поступающими от датчиков и автоматизированных систем управления, позволяют технологии обработки больших данных (Big Data). Основные технологии: MDS (АСУТП), MES, IIoT, Big Data и др.
Виртуальные фабрики суммируют цели и технологии цифровых и умных фабрик, а также создаются с целью управления цепочками поставок и для того чтобы создавать ценность посредством объединения продуктов и услуг. Основные технологии: ERP, CRM, SCM (Supply Chain Management, управление цепочками поставок) и др.
Цифровое предприятие предусматривает цифровизацию и интеграцию процессов по вертикали в рамках всего предприятия, начиная от разработки продуктов и закупок и заканчивая производством, логистикой и обслуживанием в процессе эксплуатации. В свою очередь, горизонтальная интеграция цифрового предприятия выходит за рамки внутренних операций и охватывает поставщиков, потребителей и всех ключевых партнеров по всей цепочке создания стоимости.
В соответствии с результатами данного исследования основные препятствия на пути к цифровизации, с которыми сталкиваются российские компании, — это недостаточная зрелость текущих бизнес-процессов и отсутствие необходимых навыков и компетенций.
1.4 Концепции непрерывного совершенствования
Концепций непрерывного совершенствования существует довольно много. Некоторые известны уже более 50 лет, например, бережливое производство, 6 Сигма. Некоторые появились относительно недавно, например, Индустрия 4.0, цифровая трансформация, цифровые двойники и др. Причем обычно не существует строгого определения концепции и их содержания.
Далее рассмотрим некоторые из них.
1.5 Индустрия 4.0
Промышленная концепция «Индустрия 4.0» — это глобальная, сложная, многоуровневая организационно-техническая система, основанная на интеграции в единое информационное пространство физических операций и сопутствующих процессов. Обычно выделяют шесть составляющих [6]:
— PLM — Product Lifecycle Management — Управление жизненным циклом изделия.
— Big Data — Большие данные.
— Smart Factory — Умное производство.
— Cyber-physical Systems — Киберфизические системы.
— Internet of Things (IoT) — Интернет вещей.
— Interoperability — Функциональная совместимость.
PLM (Product Lifecycle Management) — «управление жизненным циклом изделия»
Организационно-техническая система управления жизненным циклом изделий, основанная на принципе дуализма объект-операция/физическое-информационное.
Материальное-техническое обеспечение, производство, эксплуатация, утилизация и все сопутствующие процессы происходят в физическом пространстве, им соответствуют процессы, происходящие в информационном пространстве, протекающие в компьютерных системах. Поэтому для эффективного использования IT-технологий необходимо преобразовать процессы, происходящие в физическом пространстве в информационные проблемы, а также иметь возможность обратного преобразования информационных процессов в физические. Комплексы предметно-ориентированного прикладного программного обеспечения, также имеющие общее название PLM-системы, предназначены для структурирования массива данных и автоматизации управления физическими и информационными процессами на протяжении всего жизненного цикла изделия.
Big Data — Большие Данные
Совокупность подходов, инструментов и методов обработки структурированных и неструктурированных данных больших объёмов и значительного многообразия для получения воспринимаемых человеком или компьютерной системой результатов, эффективных в условиях непрерывного прироста, распределения по многочисленным узлам вычислительной сети. Данные собираются везде: от датчиков, сотрудников компании, компаний-контрагентов, клиентов, сервисных центров, поставщиков и т.д., поле чего данные структурируются, анализируются и используются. Основная задача предприятий при работе с Big Data, наилучшим образом интерпретировать данные для дальнейшего использования.
Управлять, структурировать, интерпретировать, анализировать и использовать данные — одна из основных наиважнейших задач организации производства в концепции Industry 4.0
Smart Factory — Умное производство
Термин Smart Factory используют преимущественно в англоязычной среде, он соответствует немецкому термину — Intelligente Fabrik. В русскоязычной среде, эти термины чаще всего переводят как «Умное производство».
Фундаментом «Smart Factory» является концепция «Digital Manufacturing». Digital Manufacturing — это организационно-техническая система моделирования производства основанная на продвинутых симуляторах на базе CAD. На сегодняшний существует несколько систем виртуализации производства, такие как: DELMIA Digital Manufacturing (Dassault Systèmes); Tecnomatix (Siemens PLM Software); Factory Design Suite (Autodesk); Visual Components и др.
Cyber-physical systems — Кибер-физические системы
Киберфизическая система — это организационно-техническая концепция управления информационными потоками, интеграция вычислительных ресурсов в физические процессы производства. В такой системе датчики, контроллеры и информационные системы объединены в единую сеть на протяжении всего жизненного цикла изделия. Кибер-физическая сеть может быть, как в рамках одного предприятия, так и в рамках динамической бизнес-модели в составе которой несколько предприятий. Операции на протяжении всего жизненного цикла взаимодействуют друг с другом с помощью стандартных интернет-протоколов для управления, планирования, самонастройки и адаптации к изменениям. Интернет вещей не может существовать без кибер-физические системы, так как CPS является инфраструктурой интернета вещей.
Internet of Things (IoT) — Интернет вещей
Интернет вещей — это простое определение грандиозной концепции. IoT — концепция вычислительной сети физических предметов (вещей), оснащённых встроенными технологиями для взаимодействия друг с другом или с внешней средой, рассматривающая организацию таких сетей как явление, способное перестроить экономические и общественные процессы, исключающее из части действий и операций необходимость участия человека. IoT связывает вещи, подключённые к интернету друг с другом и обеспечивает их совместную работу, управляемую облачными вычислительными системами. Интернет вещей обеспечивает взаимодействие физических производственных операций и сопутствующих процессов.
Концепция IoT сформулирована в 1999 году как осмысление перспектив широкого применения средств радиочастотной идентификации для взаимодействия физических предметов между собой и с внешним окружением. Наполнение концепции «интернета вещей» многообразным технологическим содержанием и внедрение практических решений для её реализации начиная с 2010-х годов является устойчивой тенденцией в развитии информационных технологий, прежде всего, благодаря повсеместному распространению беспроводных сетей, появлению облачных вычислений, развитию технологий межмашинного взаимодействия, началу активного перехода на IPv6 и освоению программно-конфигурируемых сетей.
Interoperability — Интероперабельность (функциональная совместимость)
Интероперабельность — наиважнейший фактор промышленной концепции Industry 4.0. Без функциональной совместимости, создать работоспособную интегрированную производственную систему «Industry 4.0» невозможно. К сожалению, компании-разработчики систем автоматизации долгое время развивали свои продукты без единых стандартов, не учитывая перспективы глобализации и потенциальные потребности в интеграции своих клиентов. При работе над проектами модернизации производства, обязательно нужно проводить проверку на интероперабельность автоматизированного оборудования и программного обеспечения.
Таким образом, Industry 4.0 — это совокупность технологий [6]: PLM, Big Data, Smart Factory, Cyber-physical systems, Internet of Things, Interoperability, позволяющих создать эффективную бизнес-модель предприятия. Высокая эффективность достигается главным образом за счёт рационального управления систем автоматизации физических операций производства и сопутствующих процессов интегрированных в единое информационное пространство.
1.6 Бережливое производство и цифровое производство
Интерес к методам Бережливого производства (БП или Lean manufacturing) не ослабевает уже более 40 лет, более того, он растет. Основные методы Бережливого производства зародились в то время, когда информационные технологии не играли заметной роли в производстве. В современном мире ситуация изменилась. Уже трудно представить разработку изделия без 3D моделирования, управление конструкторскими и технологическими данными — без PDM/PLM системы, изготовление без станка с ЧПУ, для которого программа создана в CAM системе. Работа с заказами, с финансами ведется в ERP системе, работа с поставщиками — в SCM системе. Управление производством — это область, где используются системы оперативного управления производством или MES системы. Однако большинство публикаций по бережливому производству в России, по прежнему, игнорируют современные ИТ системы [7].
Одно из определений Цифрового производства гласит: Цифровое производство — интегрированная компьютерная система, включающая в себя средства численного моделирования, трехмерной (3D) визуализации, инженерного анализа и совместной работы, предназначенные для разработки конструкции изделий и технологических процессов их изготовления. Цифровое производство начиналось с таких инициатив, как конструирование с учетом технологичности (DFM), компьютерно-интегрированное производство (CIM), гибкое производство, бережливое производство и других. Как видим, Бережливое производство здесь фигурирует как составная часть Цифрового производства.
Какие же методы Бережливого производства внедряют чаще? В России в основном применяют такие инструменты как 5S (оптимизация рабочих мест), SMED (быстрая переналадка оборудования), VSM (карты потока создания ценности), т.е. улучшения в основном затрагивают лишь сам производственный процесс. Там же отмечается, что «крайне мало внимания уделяется интеграции Lean-инструментов с современными информационными технологиями управления производством, такими как ERP, APS, MES и др.».
Концепция БП не является просто набором инструментов по снижению издержек, которые можно использовать отдельно друг от друга. Однако компании часто фокусируются на отдельных аспектах процесса, вместо того чтобы акцентировать внимание на процессе в целом. Таким образом, концепция LP выступает как группа решений, которые необходимо применять одновременно: совершенствование производственного процесса с целью снижения издержек (SMED, just-in-time, kanban, SOP, TPM, 5S, VSM); постоянное улучшение качества (Кайдзен, Jidoka); обучение и мотивация персонала (Кайдзен, 5S); создание «вытягивающей системы» от конечного потребителя продукции (just-in-time, kanban, VSM). Однако, при таком подходе только ручными методами уже не обойтись.
Исследование компании ARC проводилось среди лидеров использования Бережливого производства и лидеров использования MES систем. Задача была — сопоставить лучшие практики и найти корреляцию между ними. Было выявлено, что 77% компаний используют MES системы в своих программах Непрерывного улучшения, проводимых по методикам Lean и Six Sigma. Рассмотрим некоторые соображения в пользу использования ИТ систем предприятия (чаще всего MES) совместно с методами бережливого производства.
MES система постоянно работает с изменениями
Одна из ключевых особенностей применения методов Бережливого производства — это способность изменять процессы, оптимизируя их. Однако это делается не оперативно. MES контролирует правильность выполнения процессов, отслеживает отклонения и оперативно реагирует на них, т.е. выполняет мониторинг процесса. Применение MES более эффективно, если исходный процесс построен методами БП, и в нем уже устранены многие потери. Дополнительно MES оперативно реагирует на отклонения типа поломки станка, изменение параметров заготовки, появление более приоритетных заказов и т. д. Можно сказать, что БП оптимизирует процессы методологически, а MES обеспечивает выполнение этой методологии.
Электронный Канбан
Канбан — в традиционных Lean программах это карточки, сигнализирующие о количестве материалов, о потребности в них и дающие указания по их перемещению на следующую операцию. Обычно они связаны с так называемым «вытягивающим» планированием, позволяющим существенно минимизировать промежуточные накопители полуфабрикатов. Идеология Канбан: «не делать ничего лишнего, не делать раньше времени, сообщать о возникающей потребности только тогда, когда это реально необходимо». Обычно они используются внутри одного предприятия.
Методами Lean можно оптимизировать вид и объем информации, а передавать эту информацию между рабочими местами (а также между предприятием, поставщиками и заказчиками) может MES система. Более того, в этом варианте можно отображать не всю информацию, а только ту, которая нужна на конкретном рабочем месте и в данный момент. Т. к. MES обычно интегрирован с другими системами предприятия, информация для канбана может поступать из других систем или передаваться в другие системы.
Планирование производства
MES системы используют различные критерии при планировании производства и даже комплексные показатели как совокупность разных критериев. То же относится к оптимизации маршрутов движения деталей в цехе. MES может в реальном времени пересчитать маршрут в случае, например, выхода из строя одного из станков.
MES может создавать так называемые «пробные планы», сравнить их и конвертировать один из них в реальный план. Также MES может служить инструментом анализа «Что если», можно виртуально проверить последствия планируемого изменения процесса.
Данные для быстрой переналадки SMED и обслуживания оборудования TPM, полученные методами БП, учитываются в MES при планировании производства. Причем учитываться могут различным способом в зависимости от критериев планирования.
Точно в срок (Just in time, JIT), Выстраивание потока (Continuous Flow), Хейджнка (Heijunka) — инструмент выравнивания заказов в производстве — все это обычно встроено в MES системы разработчиками как набор инструментов. Однако, как показала практика, реальное производство сложнее. И там используются разные подходы и наборы инструментов в зависимости от конкретного случая. Например, использование накопителей или промежуточных складов является злом с позиций БП, но может быть оправдано и эффективно при компьютерном планировании. В этом случае, их емкость — еще один параметр для оптимизации производственного процесса.
Автоматизация сбора данных
Сбор данных для анализа методами Lean может быть весьма трудоемким. Современное оборудование часто позволяет данные измерения или данные о состоянии оборудования снять и передать в ИТ системы автоматически. Алгоритмы анализа данных MES системы позволяют рассчитать более сложные характеристики (включая КПЭ — ключевые показатели эффективности) и использовать их в отчетах.
Частота расчета КПЭ лидерами по данным исследования компании ARC Advisory Group (дано по работе [7]) (табл. 1.1).
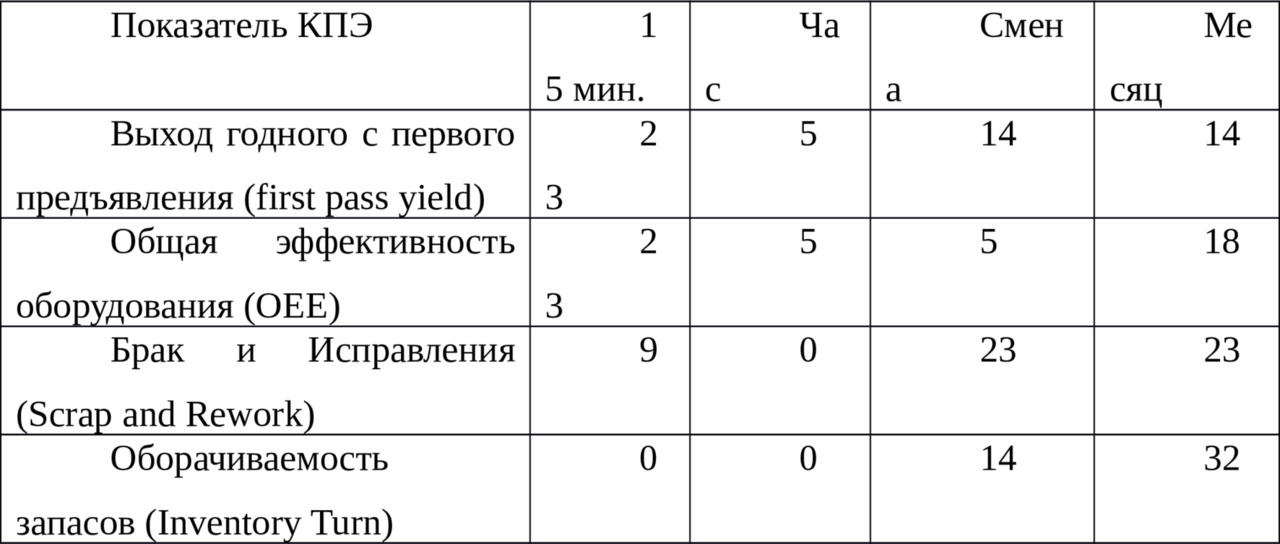
Здесь приведены показатели, которые часто используются в программах Бережливого производства. Нам здесь важно, что некоторые предприятия вычисляют эти показатели каждые 15 минут. Понятно, что это невозможно сделать без автоматизации расчета на основе одной из ИТ систем. Компания ARC прямо пишет, что первые 2 показателя, для которых расчет выполняется каждые 15 минут или час, рассчитываются в MES системе. Для расчета показателей, которые рассчитываются раз в смену или реже, используются ERP или MES системы.
Электронные отчеты в реальном времени и оповещения персонала
Отчеты также могут быть электронными и динамическими, отражающими реально текущую информацию. Такие отчеты могут оперативно показать проблему (например, на табло в виде электронной планировки цеха (рис. 1.4). А это влияет и на оперативное принятие решений в производстве.
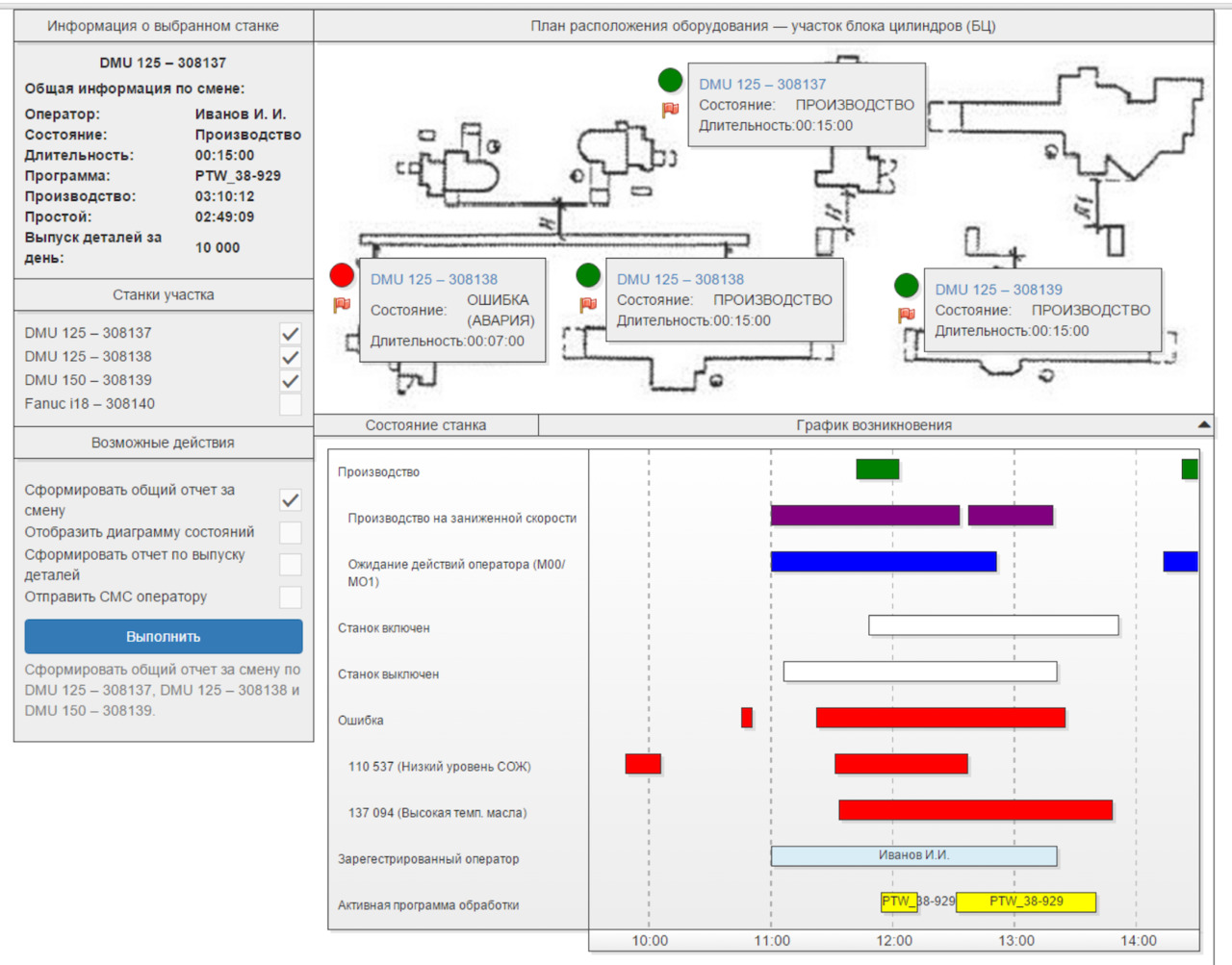
В MES поддерживаются различные способы оповещения персонала. Это и мониторы реального времени (дашборды) с выделением цветом, звуком состояний, требующих внимания, и уведомления на электронную почту, через SMS, через специальное приложение на рабочее место специалиста и др.
Визуализация
Визуализация (Visual Factory) как метод простых и понятных индикаторов, используемых на заводе для обмена информацией, является частью БП. При интеграции с MES он может быть реализован на новом уровне.
Виртуальное производство в PLM среде
Выше мы говорили больше о MES системах для более эффективного использования методов бережливого производства. Для предприятий сложного машиностроения эффективное внедрение MES систем невозможно без PLM систем, автоматизирующих стадии конструкторско-технологической подготовки производства.
Развитие функционала цифрового моделирования в PLM системах привело к появлению терминов Виртуальное производство, Цифровое производство, Цифровой двойник и др.
Цифровое производство позволяет осуществлять имитационное моделирование производственных процессов, направленное на повторное использование существующих знаний и оптимизацию технологии до начала выпуска изделия. Кроме того, цифровое производство позволяет получать обратную связь от реальных технологических операций и встраивать ее в процесс конструирования изделия, благодаря чему предприятия уже на этапе разработки могут решать производственно-технологические задачи.
Такой подход вписывается в концепцию Непрерывного совершенствования, когда улучшения процесса изготовления, выполненные в цехе, влияют и на саму конструкцию изделия либо на первоначальный техпроцесс.
1.6 Цифровые двойники
Цифровой двойник — это виртуальное представление изделия или процесса, которое используется, чтобы оценивать и прогнозировать рабочие характеристики этого изделия или процесса. Цифровые двойники используются на протяжении всего жизненного цикла изделия, чтобы проводить инженерный анализ, прогнозировать и оптимизировать работу изделия или производственной системы, прежде чем инвестировать в физические прототипы и ресурсы [8].
Благодаря мультифизическому моделированию, аналитике данных и машинному обучению цифровые двойники могут демонстрировать влияние изменений конструкции, различных сценариев использования, условий окружающей среды и других факторов на изделие или процесс и избавляют от необходимости изготовления физических прототипов. Это позволяет сократить время разработки и повысить качество получившегося в результате изделия или процесса.
Чтобы обеспечить точное моделирование на протяжении всего жизненного цикла изделия или его производства, цифровые двойники используют данные с датчиков, установленных на физических объектах, чтобы фиксировать производительность объекта в реальном времени, условия работы и изменения с течением времени. Используя эти данные, цифровые двойники совершенствуются и постоянно обновляются в соответствии с изменениями физического аналога на протяжении жизненного цикла изделия. Таким образом, возникает замкнутая обратная связь в виртуальной среде, которая позволяет компаниям постоянно оптимизировать свои изделия, производство и повышать производительность с минимальными затратами.
Область применения цифрового двойника зависит от того, на каком этапе жизненного цикла изделия происходит моделирование. Можно выделить 4 типа цифровых двойников: двойник изделия, двойник производства и двойник процесса, цифровой двойник эксплуатации. Видение компании Сименс показано на рис. 1.5
Цифровых двойников может быть сколь угодно много, они создаются под задачу и имеют детализацию, необходимую для ее решения.

Цифровые двойники изделия
Цифровые двойники могут использоваться для виртуальной проверки характеристик изделия. Они также показывают, каким образом изделия функционируют в реальном мире. Этот цифровой двойник изделия обеспечивает связь между виртуальным и физическим миром. Такая связь позволяет проводить разные типы анализа, чтобы понять, как изделие будет вести себя в разных условиях. По результатам анализа можно внести изменения в виртуальную модель, чтобы следующее физическое изделие полностью соответствовало необходимым характеристикам. Неважно, насколько сложна система или материалы — цифровые двойники изделия помогают успешно преодолевать эти сложности и принимать самые оптимальные решения. Больше не нужно создавать множество физических прототипов, сокращается срок разработки, повышается качество итогового изделия. Кроме того, при наличии цифрового двойника можно гораздо быстрее отреагировать на замечания заказчиков.
Цифровые двойники изделий можно разделить на подтипы [8]: двойники-прототипы (Digital Twin Prototype, DTP), цифровые двойники-экземпляры (Digital Twin Instance, DTI) и агрегированные двойники (Digital Twin Aggregate, DTA). Цифровые двойники производственной системы: инжиниринговая и эксплуатационная модель производства
Цифровые двойники-прототипы (Digital Twin Prototype, DTP). DTP-двойник характеризует изделие, прототипом которого он является, и содержит информацию, необходимую для описания и создания физических версий экземпляров изделия.
Digital Twin Instance — цифровой двойник экземпляра. Фактически, это сбор информации с датчиков, установленных на оборудовании, и получение копии работающей единицы в системе. Это позволяет автоматически отслеживать и прогнозировать поведение этого оборудования, предсказывать аварийные остановы и создавать симуляции режимов работы.
Digital Twin Aggregate — модель серии оборудования. Это двойник существующего оборудования, которая в первую очередь применяется для обучения персонала и оптимизации процессов ТОиР. С такой моделью специалисту не нужно читать мануалы по эксплуатации оборудования, а можно сразу практиковаться и смотреть результаты действий на виртуальной модели.
Цифровые двойники производства
Цифровой двойник производства позволяет до начала фактического производства понять, насколько хорошо будет работать производственный процесс в заводском цехе. Моделируя процесс с помощью цифрового двойника и анализируя происходящее с помощью цифровой связи, компании могут создать методологию производства, которая будет эффективной при самых разных условиях [3].
Цифровой двойник» производственной системы включает в себя:
— Инжиниринговую модель ПС, содержащую цифровое описание ресурсов предприятия, структуру станочной системы, средства технологического оснащения, номенклатуру и технологии изготовления изделий, систему сбора информации о текущем состоянии оборудования.
— Эксплуатационную модель ПС, являющуюся цифровой платформой для описания логистической архитектуры предприятия, формирования планов-графиков изготовления изделий, межцеховой и внешней кооперации, включая регламенты технического обслуживания и ремонта оборудования. Математическому описанию также подлежит динамика внутрицеховых материальных потоков, на основе цифровизации которых формируются оптимальные производственные расписания выполняемых работ.
Наиболее сложным для практической реализации является эксплуатационная модель «цифрового двойника» ПС, на которую, в частности, возлагаются следующие функции [8]:
— Проводить необходимые расчеты для принятия управленческих решений.
— Отображать в режиме реального времени производственные процессы, протекающие в производственной системе.
— Проводить различные эксперименты «что если» путем математического моделирования производственных процессов.
Оптимизация внутрицеховых материальных потоков достигается средствами специального софта категории MES
Цифровые двойники процессов
Цифровые двойники процессов собирают данные с работающих изделий и заводов и анализируют эти данные, превращая их в полезную информацию, на основе которой можно принимать конкретные решения. Используя цифровые двойники процессов, можно:
— понять, как улучшить виртуальную модель,
— собирать, обобщать и анализировать операционные данные,
— повысить эффективность изделий и производственных систем,
Это и технологический анализ, и симулятор станка в CAM
Цифровые двойники эксплуатации
На этапе эксплуатации: модель цифрового двойника может быть доработана и использована для реализации обратной связи с целью внесения корректив в разработку и изготовление изделий, диагностику и прогнозирование неисправностей, повышение эффективности работы, для выявления новых запросов потребителей.
Для таких двойников может использоваться информация из паспорта изделия, полученного на стадии производства.
Аналитическая компания LNS [9] предлагает различать цифровые двойники на 2 категории по простому принципу: когда еще нет физического изделия и когда оно уже есть. Поставщики PLM предлагают инструменты поддержки виртуальных цифровых двойников. Siemens, Dassault и PTC предоставляют решения для проектирования и моделирования, необходимые для отработки как конструкции, так и технологии еще до появления реального изделия. На этой стадии активно используются 3D модели изделия различной детализации. Для цифровых двойников эксплуатации не существует готовых приложений, т.к. высока специфика конкретного изделия. 3D модели изделия на этой стадии также не являются обязательными. Ядро данных цифровых двойников должно отвечать на вопросы «Как построено», «Как поддерживается», «Как обслуживается», «Как используется», при этом 3D графика может и не использоваться.
1.7 Оценка цифровой зрелости предприятия
— Проектноый центр Industrie 4.0 Maturity Center, созданный на базе Немецкой академии технических наук (Acatech) разработал методику «Индекс зрелости Индустрии 4.0» и опубликовая ее на русском языке [10]. Основная цель подготовки индекса — помочь предприятиям определить, на какой стадии развития цифровизации они находятся в данный момент, правильно выстроить дорожную карту цифровизации и стратегию перехода к Индустрии 4.0. Методика помогает провести анализ технологического уровня развития предприятия, его организационной структуры и перспектив с точки зрения внутренней корпоративной культуры.
Согласно методике, для создания умного производства необходимо обеспечить тесную взаимосвязь и координацию между физическими и вычислительными ресурсами. Всего в его рамках выделено шесть этапов зрелости предприятия (рис. 1.6), каждый из которых показывает, какими характеристиками должно обладать предприятие для перехода к технологиям Индустрии 4.0:

1. информатизация — внедрение отдельных ИТ-решений, а также закупка оборудования, поддающегося цифровому управлению;
2. связанность (набор ИТ-решений) — объединение разрозненных технологий в единую среду промышленного интернета вещей;
3. наглядность — сбор информации в реальном времени, отображение актуальной рабочей картины предприятия в цифровой среде. Достигается путем установки датчиков на производственное оборудование и внедрения систем PLM, ERP и MES. Автоматизация учета позволяет принимать более оперативные и эффективные управленческие решения;
4. проницаемость (анализ и реакция) — интеграция среды цифрового отображения предприятия с системами аналитики (в частности, с инструментами обработки больших данных);
5. предсказуемость (предсказательная аналитика) — внедрение настроенных под производство технологий предиктивной аналитики (технологий прогнозирования);
6. самокоррекция (самооптимизация) — автоматизация функций, отвечающих за гибкость, адаптацию бизнеса к изменяющимся условиям внешней среды.
Использование индекса включает три последовательных этапа:
• первый этап — определение текущего этапа зрелости в различных функциональных областях;
• второй этап включает выявление компанией целевого этапа развития, которого она хочет достичь в конце процесса преобразования, на основании своей корпоративной стратегии. Сюда входит анализ существующих характеристик для Индустрии 4.0 по функциональным и структурным областям. Характеристики зависят от текущей стадии развития, достигнутой на этапе 1, и целевого состояния, которого компания хочет достичь к концу преобразования;
• третий этап включает определение действий и включение их в план с целью развития характеристик, выявленных на этапе 2.
После разработки стратегии предприятия, оценки уровня цифровой зрелости, оценки эффективности внедрения новых технологий и определения ключевых KPI, первоначальным этапом реализации стратегии цифровизации является цифровизация процессов проектирования.
В современной высокотехнологичной промышленности произошли значительные структурные изменения — смещение центра тяжести в глобальной конкуренции на этап проектирования. Традиционные подходы и технологии, основанные, как правило, на доводке изделий путем дорогостоящих испытаний, достигли своего «потолка» в развитии и применении и фактически становятся неконкурентоспособными. Современное цифровое проектирование — это совокупность компьютерных технологий, которые помогают упорядочить информационные потоки, генерируемые в процессе многовариантного моделирования и проектирования, систематизируют информацию и облегчают доступ к ней.
Оценка цифровой зрелости предприятия с т. з. PLM также рассмотрено в работе [11].
1.8 ИТ системы машиностроительного предприятия
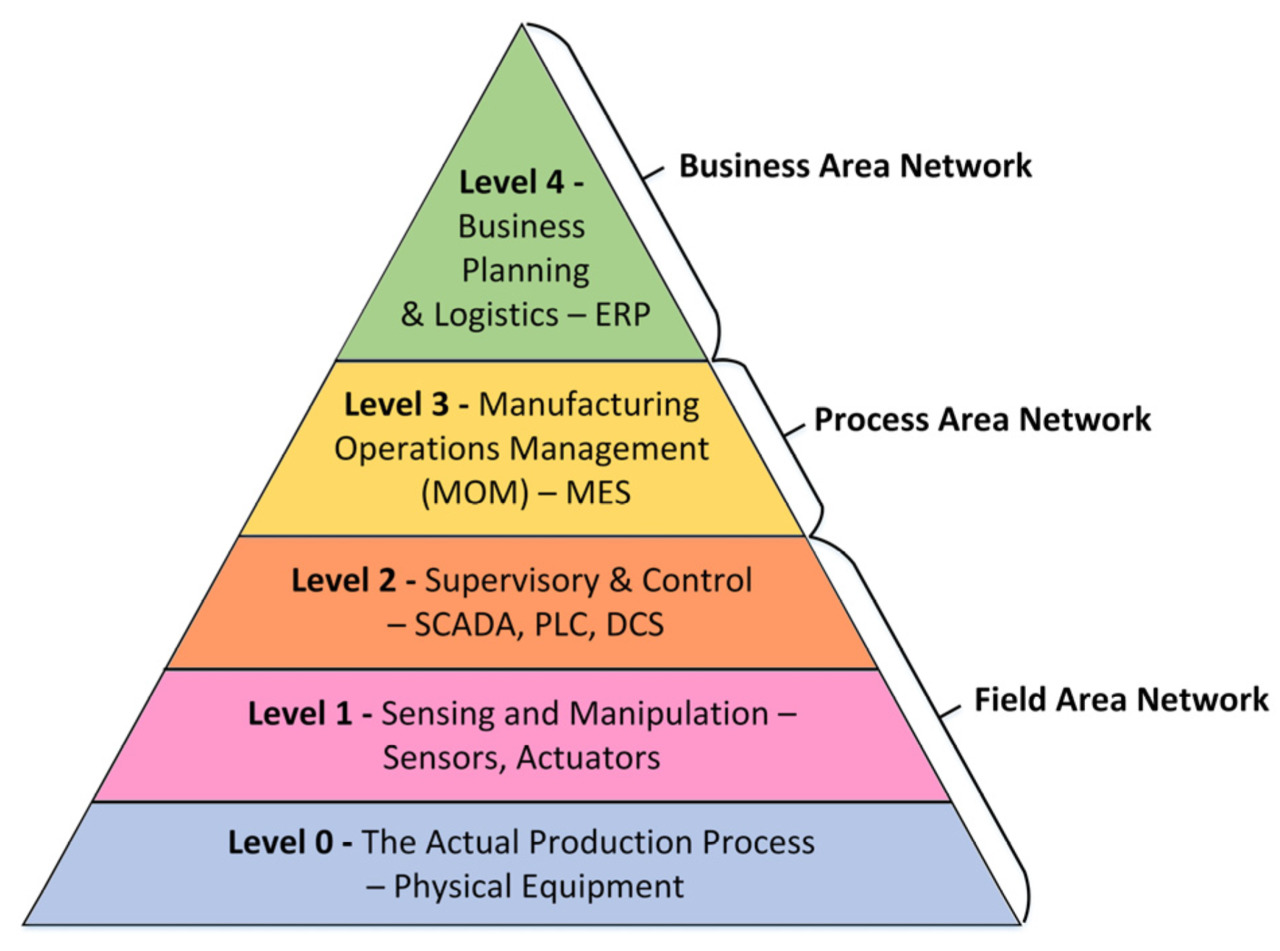
Иерархию информационных систем предприятия определяет стандарт ISA 95, разработанный МЭК и активно продвигаемый ассоциацией MESA.
В классическом виде это выглядит как пирамида (рис. 1.7). На верхнем уровне только ERP как источник заказов для производства и управление поставщиками.
Чтобы связать подготовку производства с самим производством, надо найти место остальным корпоративным системам в этой иерархии. На рис. 1.8 представлен вариант, дополненный аналитической компанией LNS, которая добавила систему QMS и ряд других систем [12].
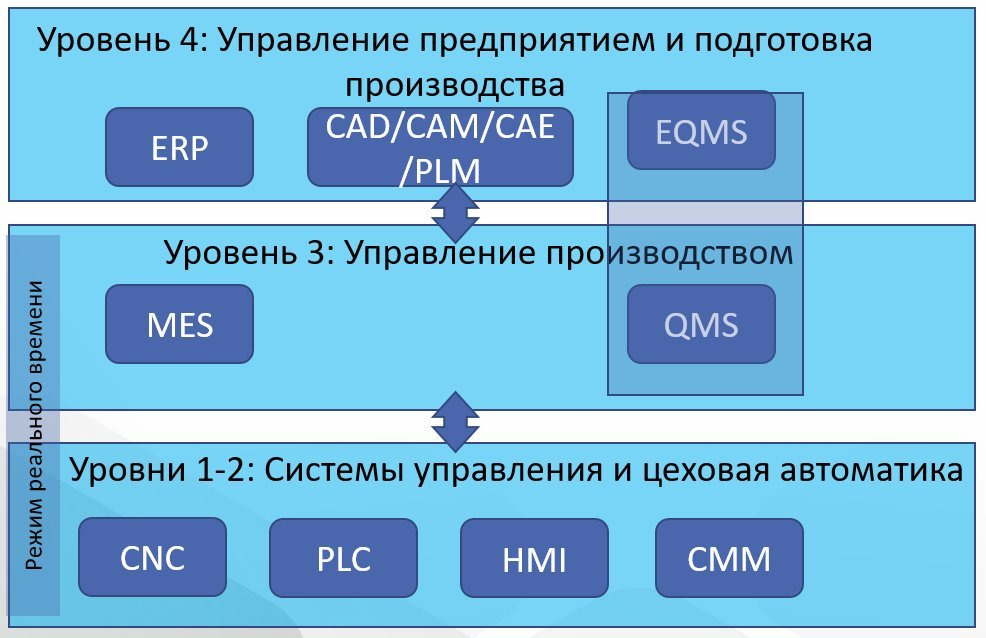
На верхнем уровне (уровне 4) располагаются системы бизнес уровня (Управление предприятием, работа с заказами, работа с поставщиками — ERP; бизнес-аналитика — BI, конструкторская и технологическая подготовка производства — здесь классическая трактовка CADCAMCAE в последнее время включена в понятие PLM), уровни 1—2 — это уровни систем управления оборудованием (как отдельными станками, так и комплексами). Уровень MOM предназначен для связи бизнес уровня и уровней систем управления (дискретной автоматизации). Принципиально важно, что на уровнях 1—3 управление осуществляется в режиме реального времени.
LNS Research опубликовала даже отдельный пост, поясняющий разницу между MOM и MES. Суть его в том, что термин MES появился в 1990 году еще до введения стандарта ISA 95 (1995 года), и потому многие поставщики называют MES системой продукт, выполняющий ряд MOM задач. Теперь термин MES чаще связывают с продуктом, а MOM — с классом продуктов или задач.
LNS ввела термин EQMS (Enterprise QMS) для задач, решаемых на уровне 4. Оперативное управление качеством располагается на уровне 3, т.е. входит в MOM. Разделение задач между уровнями 3 и 4 как раз и обусловлено тем, что задачи уровня 3 выполняются в режиме реального времени. Системы класса QMS обычно включают функционал обоих уровней.
Однако уже появляются публикации о том, что полная реализация возможностей умного производства потребует замены классической архитектурной парадигмы производственной системы, основанной на иерархической модели управления (например [1]). Новая парадигма строится на распределенных производственных услугах, также называемых киберфизическими производственными системами (CPP). Смена парадигмы стала возможной благодаря внедрению интеллектуальных устройств, доступных в качестве сетевых сервисов, более глубокому встроенному интеллекту на всех уровнях, прогнозной аналитике, позволяющей оперативно управлять, и облачным технологиям, обеспечивающим виртуализацию функций управления и проектирования на всех иерархических уровнях. При наличии этих возможностей повсеместная автоматизация на всех иерархических уровнях с использованием новых подходов к управлению является реальной возможностью. Но до появления новых стандартов на эту тему дело пока не дошло.
Рассмотрим подробнее эти системы и начнем с PLM.
Контрольные вопросы
1. Определение термина «Жизненный цикл изделия»
2. Какие еще жизненные циклю бывают, кроме ЖЦИ?
3. Назовите главные предпосылки бурного развития информационных технологий и систем их применения в управлении предприятием.
4. Чем отличаются автоматизация, цифровизация, цифровая трансформация?
5. Какие известны концепции оптимизации производства?
6. Что такое Цифровые двойники?
7. Основные ИТ системы машиностроительного предприятия.
Глава 2. PLM — Управление жизненным циклом изделия
2.1 Определение PLM
PLM — английская аббревиатура от Product Lifecycle Management, в переводе «управление жизненным циклом изделия». CIMdata определяет PLM как:
— стратегический подход к организации бизнеса, подразумевающий применение набора решений, позволяющего совместно создавать, управлять и распространять повторно используемую информацию, наиболее точно описывающую разрабатываемый и производимый «продукт/изделие»;
— поддерживает расширенное представление производства (учитывает заказчиков, поставщиков, партнеров и т. д.);
— объединяет данные об изделии от концептуальной стадии до производства/утилизации;
— интегрирует людей (исполнителей), процессы, корпоративные ИС и накопленную совместно информацию.
Под PLM (Product Lifecycle Management) понимают систему управления жизненным циклом продукции реализующую технологии управления данными в информационном пространстве, едином для различных автоматизированных систем. Технологии PLM объединяют методики и средства информационной поддержки изделий на протяжении всех этапов жизненного цикла изделий. Характерная особенность PLM — обеспечение взаимодействия как средств автоматизации разных производителей, так и различных автоматизированных систем многих предприятий, то есть технологии PLM (включая технологии CPC (Collaborative Product Commerce)) являются основой, объединяющей информационное пространство, в котором функционируют САПР, ERP, PDM, SCM, CRM и другие автоматизированные системы многих предприятий.
Отличия PDM и PLM можно сформулировать так. Целевой группой пользователей PDM систем являются инженеры, технологи и менеджеры среднего звена, т.е. нет выхода на корпоративный уровень. PLM ввиду интеграции с системами SCM, CRM и ERP, являются инструментом менеджеров верхнего уровня, предоставляя информацию всем заинтересованным лицам.
В целом же PLM — это совокупность программных систем CAE/CAD/CAM/PDM и ERP/CRM/SCM, методики их применения, а главное — людей, обладающих должной компетентностью. PLM — это стратегический подход к бизнесу, при котором применяется набор интеллектуальных инструментальных средств, поддерживающих совместное создание, управление, изменение и использование данных о продукции в рамках расширенной модели предприятия (то есть модели предприятия, включающей, помимо собственно производства, привлечение к работе с данными о продукции как контрагентов, так и конечных заказчиков продукции), и обмен данными осуществляется в рамках единого информационного пространства (включая единые бизнес-процессы, бизнес-приложения и данные). При этом PLM управляет данными, находящимися преимущественно в цифровом виде. При этом особо подчеркивается, что PLM не является какой-либо конкретной технологией или каким-либо отдельным программным продуктом. Таким образом, речь идет о стратегическом подходе, для реализации которого требуется использовать не одну, а несколько систем в рамках единого интегрированного решения (причем не исключено, что эти системы могут быть от разных производителей)
Концепция PLM возникла в отраслях, связанных с разработкой и производством сложных технических изделий (авиационно-космическая отрасль, оборонно-промышленный комплекс, точное машиностроение и др.).
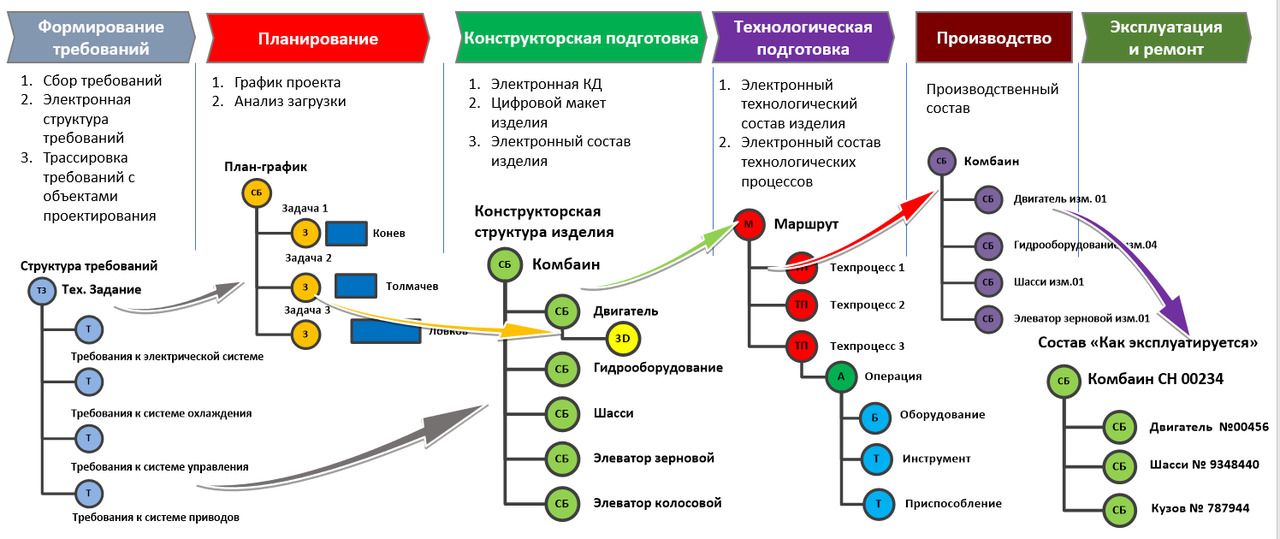
Основные этапы ЖЦИ и связь данных между этапами показана на рис. 2.1
В каких отраслях PLM наиболее актуален? В авиастроении, судостроении, автомобилестроении и в некоторых оборонных отраслях. То есть, в тех сферах, которые к настоящему времени занимаются дискретным производством сложных технических изделий в рамках глобальной кооперации с другими разработчиками и поставщиками узлов. Часто надо выпускать такие изделия не массово, а со специализацией под конкретного заказчика.
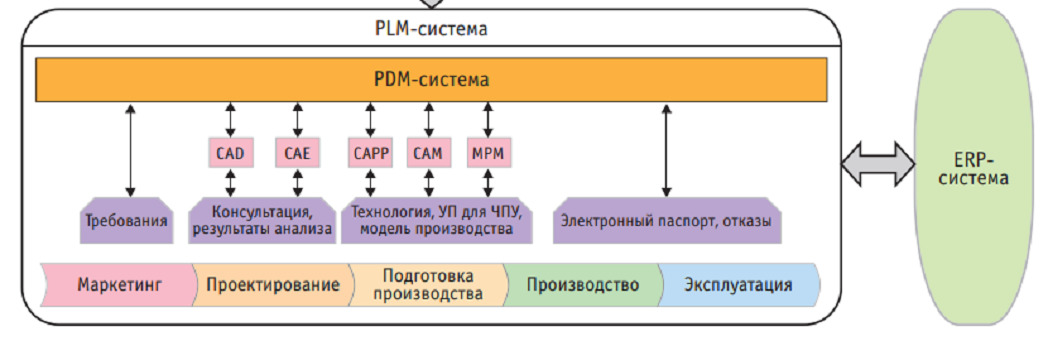
Причем PLM включает в себя известные системы классов CAD/CAM/CAE/PDM (рис. 2.2). Концепция PLM предполагает, что создается единая информационная база, описывающая три краеугольные компоненты: Продукт — Процессы — Ресурсы — и взаимосвязи между ними. Наличие такой объединенной модели обеспечивает возможность быстро и эффективно увязывать все эти три компоненты, оптимизируя решение под требования бизнеса.
Основные возможности [16]:
— Управление процессами проектирования
— Управление данными о составах изделия;
— Управление нормативно-справочной информацией;
— Управление изменениями;
— Разработка документации;
— Управление технологической подготовкой производства;
— Управление бизнес-процессами;
— Объединение программных продуктов в PLM-решение. Визуализация.
Дополнительные возможности:
— Управление требованиями;
— Управление проектами;
— Управление взаимоотношениями с поставщиками;
— Управление эксплуатацией и ремонтом;
— Отчеты и аналитика.
2.2 История развития PLM-систем
В 70-е годы 20-го века стали появляться первые коммерческие системы конструкторского проектирования — CAD (Computer-Aided Design). Данные программы использовали простые функциональные возможности для генерации двумерных чертежей технических изделий [13—16]. Начиная с 80-х годов на смену двумерных CAD пришли 3D CAD. Внедрение 3D-моделей поверхности и твердого тела привело к эволюции методов проектирования от статических, двумерных чертежей в нескольких видах и разрезах до динамических, трехмерных виртуальных геометрических моделей изделий. Следует отметить, что в этот период стали появляться системы расчётов и инженерного анализа — CAE (Computer-Aided Engineering), системы, предназначенные для подготовки управляющих программ для станков с ЧПУ — CAM (Computer-Aided Manufacturing) и ряд других специализированных программ.
Параллельно с разработкой средств автоматизированного проектирования и производства (CAD/CAM/CAE) стали появляться системы управления данными о продукции — PDM (Product Data Management). Данные системы создавались для поддержки CAD, CAM и CAE. Основная функциональность ранних систем PDM — это обеспечение пользователей необходимой информацией через центральное хранилище данных и обеспечение целостности данных в результате постоянных обновлений. Со временем возможности PDM-систем были расширены.
В середине 1990-х годов появилось понятие управления жизненным циклом продукта — PLM. Основной целью данных систем было предоставить платформу, способную интегрировать системы автоматизированного проектирования и производства и связать их с корпоративными системами в единое пространство. PLM-системы были призваны расширить возможности PDM-систем. Если PDM ориентированы на управление данными, то PLM представляет собой процесс, который поддерживает сбор, организацию и повторное использование знаний в течение всего жизненного цикла продукта.
2.3 CALS и PLM
Подходы, применяемые в управлении информацией о продукции, получили сначала наименование CALS-технологии (CALS (Continuous Acquisition and Life cycle Support)), затем — PLM (Product Lifecycle Management) [15].
Принципиальное свойство CALS-технологии состоит в том, что все этапы жизненного цикла связаны информационно в единый непрерывный процесс. Другими словами, этапы: разработка концепции и определение сегмента рынка, научные расчетно-экспериментальные исследования, проектирование, натурные испытания, производство, сертификация, логистическая поддержка и документирование для эксплуатации — все этапы сквозным образом «провязаны» электронным (безбумажным) обменом данными на сетевых структурах и соблюдением стандартов.
Системная информационная поддержка и сопровождение ЖЦ изделия осуществляется в интегрированной информационной среде (ИИС), которую можно определить как: совокупность распределенных баз данных, содержащих сведения об изделиях, производственной среде, ресурсах и процессах предприятия, обеспечивающая корректность, актуальность, сохранность и доступность данных тем субъектам производственно-хозяйственной деятельности, участвующим в осуществлении ЖЦ изделия, кому это необходимо и разрешено [17]. Все сведения (данные) в ИИС хранятся в виде информационных объектов.
ИИС, в соответствии с концепцией CALS, представляет собой модульную систему, в которой реализуются следующие базовые принципы CALS:
— прикладные программные средства отделены от данных;
— структуры данных и интерфейс доступа к ним стандартизованы;
— данные об изделии, процессах и ресурсах не дублируются, число ошибок в них минимизируется, обеспечивается полнота и целостность информации;
— прикладные средства работы с данными представляют собой, как правило, типовые коммерческие решения различных производителей, что обеспечивает возможность дальнейшего развития ИИС.
Важная роль в CALS отводится соответствию стандартам.
Гармонизация разрабатываемых и корректируемых нормативно-технических документов с требованиями: а) международных стандартов в области информационных технологий. Здесь упомянем только стандарт ISO 10303 (STEP — Standard for Exchange of Product data) — обмен информацией, в том числе между CAD/CAM-системами управления проектами, представления данных об изделии для управления изменениями в конструкторско-технологической информации об изделии в условиях виртуального предприятия, функционирующего в Internet, и др.;
На всех стадиях ЖЦИ используется цифровое определение изделия. Основой цифрового определения изделия является безбумажное представление информационной модели изделия (электронная модель), включающее все данные о нем с учетом международных стандартов.
Бесплатный фрагмент закончился.
Купите книгу, чтобы продолжить чтение.